铸铁平板工作面应该注意的事项分析
- 时间:2014-06-08作者:泊头市明旺量具有限公司浏览:58
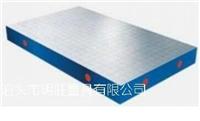
1、铸铁平板平板工作面上不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷.
2、铸铁平板平板工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷.各铸造表面应彻底清除型砂,且表面平整、涂漆牢固,各税边应修钝.
3、在铸铁平板平板的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔.设置吊装位置时应考虑尽量减少因吊装而引起的变形.
4、铸铁平板平板应经稳定性处理和去磁.
5、铸铁平板平板工作面的硬度应为HB170—220或187—255之间.
6、主要检定项目
A、铸铁平板材质及表面硬度.B、形状位置公差,含名义尺寸,垂直度公差.C、外观.D、平面度.E、接触斑点.F、平面波动量.G、工作面允许挠度值.H、表面粗糙度.
7、精度参数.
3级平板未规定接触斑点要求.1级铸铁平板要求接触斑点数在任意25×25mm平面内不少于20点.2级铸铁平板要求接触斑点数在任意25×25mm平面内不少于12点. 铸铁平板规格:100*100—**0*8000,(**规格根据需方图纸制作.)
铸铁平板、基础平台用途:铸铁平台适用于各种检验工作,精度测量用的基准平面,用于机床机械检验测量基准,检查零件的尺寸精度或行为偏差,并作精密划线,在机械制造中也是不可缺少的基本工具. 铸铁平台材料及处理:铸铁平板材料为高强度铸铁HT200-300,工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使该产品的精度稳定,耐磨性能好.
铸铁平板精度:铸铁平板按国家标准计量检定规程执行,分别为0、1、2、3、精刨五个等级.
泊头市明旺量具有限公司专注于铸铁工作台,铸铁平台,划线平台,焊接平台,T型槽平台,地轨等
词条
词条说明
供应T型槽平台加工的顺序是怎样的? T型槽平台是铸铁平台的一种,与一般的平台不同点是工作面上需要加工出T型槽。一般的加工顺序如下: 1、先加工基准面 零件在加工过程中,作为定位基准的表面应首先加工出来,以便尽快为后续工序的加工提供精基准。称为“基准**”。 2、划分加工阶段 加工质量要求高的表面,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了保证加工质量;有
想要更好的来使用我们的产品,那就一定要更好的来了解关于我们产品的知识,如果我们想要更好的利用我们的产品特点来完成我们想要完成的工作,那我们就一定要更好的利用我们的产品来解决问题。 明旺教您使用划线平台的原则,根据产品的设计尺寸要求,具有粗糙或半成品被加工画出轮廓线或作为基准点线手写笔工具。在单件或小批量的生产,划线平台来检查毛坯或半成品的形状和大小,津贴的合理分配各加工表面,早期发现的不合格品,
一、铸铁平板按国家标准实行定期周检,检定周期根据具体情况可为6-12个月。 二、将铸铁平板支承点垫好、垫平,保证每个支撑点受力均匀,保证整个铸铁平板平稳。 三、铸铁平板安装时将铸铁平板板的各个支撑点用调整垫铁垫好、垫实,由专业技术人员将铸铁平板调整至合格精度。 四、铸铁平板使用时要轻拿轻放工件,不要在铸铁平板上挪动比较粗糙的工件,以免对铸铁平板工作面造成磕碰、划伤等损坏。 五、为了防止铸铁平板整
铸铁平板比普通铸铁研磨平板有哪些优点: 1、研磨平板经用,切削足而耐久,轻度导砂后仍有**的切削性,推研时感受流通。 2、简略得到量块所需的较高光洁度和研合性,工件镜面青亮。 3、用较简略的办法即可使铸铁平板上砂,且上砂快,嵌砂量足,通过使用后仍非常简略上同类型砂,通过打磨后,光洁度明显进步。 广泛应用在电力设备、纺织机械、陶瓷职业、环保设备、铁路机车、铁路机车、铁路、铁路机车、航天航空、轮船制作
联系方式 联系我时,请告知来自八方资源网!
公司名: 泊头市明旺量具有限公司
联系人: 颜爱青
电 话: 0317-8326905
手 机: 18733065902
微 信: 18733065902
地 址: 河北沧州泊头市泊头市交河开发区
邮 编: 062150
网 址: btmwlj.cn.b2b168.com
相关推荐



相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 泊头市明旺量具有限公司
联系人: 颜爱青
手 机: 18733065902
电 话: 0317-8326905
地 址: 河北沧州泊头市泊头市交河开发区
邮 编: 062150
网 址: btmwlj.cn.b2b168.com
- 相关企业
- 德州道隆机床设备有限公司
- 德州善通机械制造有限公司
- 诸暨市艾吏特机床有限公司
- 衡阳金灿机械有限公司
- 苏州夏米尔机械制造有限公司
- 章丘市刁镇致会镗床加工厂
- 沈阳市钻镗床部件加工厂
- 沈阳丰宝钻镗床液压件厂
- 德州广合机床有限公司
- 陕西天寰机械制造有限公司
- 商家产品系列
- 机床
- 机床刀架
- 机床导轨
- 机床垫铁
- 机床工作台
- 机床护罩
- 机床加工中心
- 机床接杆
- 机床丝杆
- 机床拖链
- 机床维修
- 机床吸盘
- 机床用虎钳
- 机床主轴
- 机器视觉
- 机械零件加工
- 机械设备
- 机用刀片
- 激光加工机床
- 夹头
- 减速机
- 压力试验设备
- 液压部件
- 影像仪
- 硬度计
- 游标卡尺
- 二手**机床
- 分离设备
- 粉碎设备
- 服装机械
- 产品推荐
- 资讯推荐

¥9999.90





¥5000.00
¥498000.00


¥100000.00

¥1500000.00









