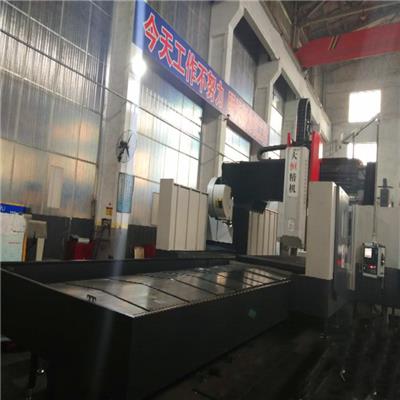
数控铣床轴承噪声怎么控制
- 时间:2020-05-29作者:河北宏顺达智能机械有限公司浏览:68
数控铣床的主传动系统土作时,正是由于齿轮、轴承等零部件经过激发响应,并在系统内部传递和辐射而出现了噪声,且这些部件又由于出现了异常情况,使激振力加大从而使噪声增大。数控铣床轴承噪声怎么控制? 1、控制内外环质量。故障铣床的主传动系统中,所有轴承都是内环转动,外环固定。这时内环如出现径向偏摆就会引起旋转时的不平衡,从而出现振动噪声。 如果轴承的外环,配合孔形状和位置公差都不好时,就会出现径向摆动,这样就破坏了轴承部件的同心度。如果内环与外环端面的侧向出现较大跳动,还会导致轴承内环相对于外环发生歪斜。轴承的精度越高,上述的偏摆量就越小,出现的噪声也就越小。 除控制轴承内外环几何形状偏差外,还应控制内外环滚道的波纹度,降低表面粗糙度,严格控制在装配过程中滚道的表面磕伤和划伤,否则不可能降低轴承的振动噪声。经观察发现,滚道的波纹度为密波或疏波时,滚动体在滚动时的接触点显然不同,由此引起的振动频率相差很大。 2、控制轴承与孔和轴的配合精度。该故障铣床的主传动系统中,轴承与轴和孔的配合,应保证轴承有必要的径向间隙。径向工作间隙的较好数值,是由内环在轴上和外环在孔中的配合,以及在运动状态下内环和外环所产生的温差所决定的。因此轴承中初始间隙的选择对控制轴承的噪声具有重要意义。过大的径向间隙会导致低频部分的噪声增加,而较小的径向间隙又会引起高频部分的噪声增加,一般间隙控制在0.01mm时比较好。 外环在孔中的配合形式会影响噪声的传播。较紧的配合会提高传声性,从而使噪声加大。过紧的配合,会迫使滚道变形,从而加大轴承滚道的形状误差,使径向间隙减小,也导致噪声的增加。 只有松紧适当的配合可使轴颈与孔接触处的油膜对外环振动产生阻尼,从而降低噪声。另外,配合部位的形位公差和表面粗糙度,应符合所选轴承精度等级的要求。如果轴承很紧地安装在加工不准确的轴上,那么轴的误差就会传递给轴承内环滚道,并以较高的波纹度形式表现出来,噪声也就随之增大。对于数控铣床轴承的控制可通过以上方式来进行。
河北宏顺达智能机械有限公司专注于数控龙门铣床,龙门铣床,龙门刨床,端面铣床等
词条
词条说明
(1)精度高 提高数控机床的加工精度,一般可通过减少数控系统的误差和采用机床误差补偿技术等 方法来实现。在减少CNC系统控制误差方面,通常采取提高数控系统的分辨率、提髙位置 检测精度、在位贾伺服系统中采用前馈控制与非线性控制等方法;在机床误差补偿技术方 面,除采用齿隙补偿、丝杠螺距误差补偿和刀具补偿等技术外,还可对设备热变形进行误差 补偿。另外,伺服系统的质量直接关系到数控机床的加工精度。现代数控
数控铣床的主传动系统土作时,正是由于齿轮、轴承等零部件经过激发响应,并在系统内部传递和辐射而出现了噪声,且这些部件又由于出现了异常情况,使激振力加大从而使噪声增大。数控铣床轴承噪声怎么控制? 1、控制内外环质量。故障铣床的主传动系统中,所有轴承都是内环转动,外环固定。这时内环如出现径向偏摆就会引起旋转时的不平衡,从而出现振动噪声。 如果轴承的外环,配合孔形状和位置公差都不好时,就会出现径向摆动,这
滚动轴承的精度可分为若干个等级,精密机床用到的轴承精度应为P5以上,数控高精密机床要选用P4及其以上**精密轴承。机床的主轴轴承包括深沟球轴承、角接触球轴承、圆柱滚子轴承、双向推力角接触球轴承、圆锥滚子轴承和推力轴承等几种。 随着技术的发展,高速加工可有效地提高机床的效率,进而缩短加工周期,这就需要机床在选用轴承正确性。目前,数控机床主轴轴承限定在角接触球轴承、圆柱滚子轴承、双向推力角接触球轴承和圆
保证数控龙门铣床的精密度非常重要,其中能够影响精度的一项因素就是电源。因为数控设备使用的是三相交流380V电源,所以设备在前期安装过程中 性也是重中之重,通过以上的原因,对数控铣床设备使用电源提供如下要求: 1、电网电压波动应该控制在+10%~-15%之间。电高峰期间,例如白天上班或下班前的一个小时左右以及晚上,往往**差较多,甚至达到±20%。使机床报警而无法进行正常工作建议在数控设备较集中的车间
联系方式 联系我时,请告知来自八方资源网!
公司名: 河北宏顺达智能机械有限公司
联系人: 冯智立
电 话: 0318-4962877
手 机: 13131868335
微 信: 13131868335
地 址: 河北衡水阜城县许铺新村东行200米路北
邮 编: 053700
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 沧州康诺数控机床制造有限公司
- 优德展(北京)商务咨询有限公司
- 常州市华鼎机械制造有限公司
- 山东震环机床制造有限公司
- 浙江诸暨皓海机械有限公司
- 宁波盛正机电有限公司
- 宁波昱新数控机床有限公司余姚销售部
- 河北大恒重型机械有限公司
- 霸州市霸州镇海里利机械加工厂
- 苏州金浤亿精密机械有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐





卧式加工中心 数控加工中心价格 固达机械品牌具有铣、镗、钻、攻
¥958000.00

¥26000.00


¥358000.00


¥985.00











