断续加工20crmnti齿轮抗冲击耐磨刀片-淬火钢hrc58-62精车加工刀头
- 时间:2020-06-15作者:郑州华菱超硬材料有限公司浏览:113
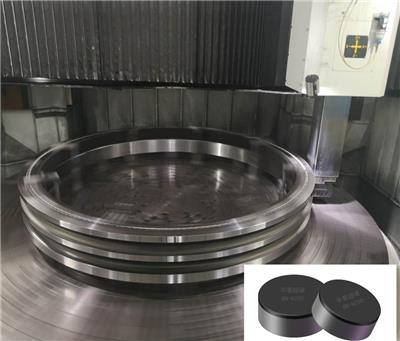
断续加工20crmnti齿轮抗冲击耐磨刀片-淬火钢hrc58-62精车加工刀头 导读:齿轮部分被加工部位有断续,如齿轮内孔有键槽,或齿轮端面有油孔等都属于断续加工,针对此建议一般刀具都无法加工,上去就崩刀,推荐使用BN-H10材质和BN-H21材质。 淬火钢齿轮是典型的难加工材料之一,常见材质有20CrMnTi,42CrMo,淬火后硬度HRC58-62之间,目前立方氮化硼刀具在连续切削工况中广泛应用,但断续加工一直是立方氮化硼刀具企业的创新研发方向。 齿轮部分被加工部位有断续,如齿轮内孔有键槽,或齿轮端面有油孔等都属于断续加工,针对此建议一般刀具都无法加工,上去就崩刀,推荐使用BN-H10材质和BN-H21材质,分别对齿轮进行中等断续和强断续切削,具体介绍如下。 1、断续加工齿轮端面/内孔的难点问题 首先淬火钢齿轮硬度就比较高,一般在HRC58-62之间,传统刀具都很难加工,很容易快速磨损,更别说断续加工齿轮端面和内孔了,一般刀具遇到断续就很容易崩刃,遇到强断续加工齿轮端面群孔的时候,刀片很可能崩碎,所以断续加工淬火钢齿轮端面/内孔比较难。 2、断续加工齿轮端面/内孔的刀片材质选择 (1)硬质合金刀具:常用来切削加工淬火钢的硬质合金材质有YM051、YM052、YN05、YN10、600、610、726、758、767、813等。不过一般建议用于HRC45以下硬度齿轮的加工。对于硬度HRC58-62之间的齿轮不建议使用。 (2)CBN(立方氮化硼)刀片:它的硬度在HV8000~9000,复合抗弯强度为900~1300MPa,导热性比较好,耐热性为1400~1500℃,在800℃时的硬度为Al2O3/TiC陶瓷的常温硬度。同时具备很高的抗氧化能力,在1000℃时也不产生氧化现象,与铁系材料在1200~1300℃时也不发生化学反应。是目前断续加工淬火钢齿轮端面/内孔的理想刀具。常用材质有:BN-S20,BN-H05,BN-H10,BN-H21,BN-H05 C25,BN-H10 C25,BN-H21 C25。其中后面带有C25的是一种涂层刀片,相较于未涂层的CBN(立方氮化硼)刀具耐磨性更好。 3、 断续加工分轻微断续,强断续和重型切削三种。 (1)轻微断续加工:轻微断续加工淬火钢齿轮如齿轮内孔有个键槽,端面有1-2个油孔这种属于轻微断续,推荐使用BN-H10材质,耐磨性和耐崩损性兼备,在不崩刀的情况下,保证Ra0.8的表面粗糙度和精度。 (2)强断续切削加工:如淬火钢齿轮端面有群孔,一圈都有的情况下属于强断续切削,推荐使用BN-H21材质,抗冲击性强,不崩刀,同时保证Ra0.8的表面粗糙度。 (3)重型切削齿轮:也就是齿轮齿**圆加工,大型齿轮淬火后变形量大,而且齿**圆强断续,此时推荐使用BN-S20材质,此牌号属于整体聚晶氮化硼刀具,耐磨性和抗崩损性兼优,可大余量切削和断续切削淬火钢齿轮。 4、断续加工齿轮端面/内孔的CBN刀片型号 根据加工部位的不同,选择的刀片型号也不同, 常用于断续加工淬火钢齿轮端面/内孔的刀片型号有C型(80°菱形),T型(正三角型),W型(胖三角型),V型(35度菱形)等,以上是常用标准型号,还有其他结构形式的供12款型号选择。 5、断续加工齿轮端面的CBN刀片案例参数 加工部位:齿轮端面(有8个油孔) 齿轮材料:20CrMnTi,HRC58-62 选用刀片:BN-H21 WNGA080404 切削参数:ap=0.15mm,Fr=0.1mm/r,Vc=117m/min 加工方式:干切 加工效果:相比某品牌CBN刀片,BN-H21材质立方氮化硼刀具寿命提高3倍,同时失效形式为正常磨损,而另一家的CBN刀片则崩损状态。 6、断续加工齿轮内孔的CBN刀片案例参数 加工部位:齿轮内孔 齿轮材料:20CrMnTi,HRC58-62 选用刀片:BN-H10 CCGW09T304 切削参数:ap=0.25mm,Fr=0.08mm/r,Vc=135m/min 加工方式:干切 加工效果:相比某欧系品牌CBN刀片,BN-H10材质CBN刀片硬车削齿轮刀具寿命提高67%,效率提高22% 7、断续加工齿轮齿**圆的CBN刀片案例参数 加工部位:齿轮齿**圆 齿轮硬度:HRC60 选用刀片:BN-S20 SNGN120712 切削参数:ap=2.5mm,Fr=0.12mm/r,Vc=90m/min 加工方式:干切 加工效果:相比陶瓷刀具,BN-S20材质CBN刀片切削速度提高1倍,刀具寿命提高十几倍。 注意事项 断续切削淬火钢齿轮不建议使用硬质合金刀具和陶瓷刀具,容易快速磨损和崩刃 BN-H10材质和BN-H21材质立方氮化硼刀具配备的刀杆和硬质合金数控刀片通用,*换刀杆 BN-S20材质是整体聚晶立方氮化硼刀具,需配备专业的加硬刀杆配合。
郑州华菱超硬材料有限公司专注于立方氮化硼刀具,CBN刀片,PCBN刀片等
词条
词条说明
华菱超硬为淬火钢领域提供硬车、硬铣、仿形加工、切槽、螺纹加工等CBN刀具,并且形成了从连续到断续,从粗加工—**精加工一整套的硬切削刀具方案供用户选择,在齿轮/齿轮轴,同步器,轴承,丝杠,模具等领域具备丰富的硬切削经验,以下是华菱超硬CBN刀具硬切削淬火钢的部分案例: 工件材质:20CrMnTi(硬度HRC58-62) 刀片型号:BN-H05 CNGA120408 切削参数:Vc=180m/min
车削加工高铬铸铁硬度HRC60左右渣浆泵抗冲击耐磨刀片-大余量切削刀头 渣浆泵行业制造厂家,针对渣浆泵在一些工况恶劣运行条件下,内部过流部件的腐蚀或磨损异常严重的问题,一般选用Cr含量在26%/27%的高硬度硬铸铁硬度HRC60度左右,它具有强度高、导热性差、腐蚀性强、粘附性强等特点,尤其是在遇到夹渣、砂眼、不连续切削或硬车削中,即使是陶瓷刀片也崩碎严重,这已经成为制约渣浆泵行业生产效率提高和刀
硬车削渣浆泵大余量高硬度车削刀片-抗冲击耐磨刀头 渣浆泵的零部件很多,主要部件有叶轮、泵轴、护套、前护板、后护板、泵壳和轴封装置。下面简单介绍一下渣浆泵零部件叶轮和泵轴的的加工工艺。 叶轮的加工工艺:粗车进口端口环和前板面—精车前口环与内孔(保证同心度要求)—插键槽(保证键槽对称度)—钻叶轮平衡孔(保证大小均匀分布)—检验(平衡试验)—检验入库。 渣浆泵零部件余量大、硬度高,如何选择刀具材料加工渣
Cr12/Cr12MoV淬火钢硬度HRC58-62硬车削刀具的选择
Cr12/Cr12MoV均为冷作模具钢,其中Cr12MoV钢的淬透性、淬火回火的硬度、耐磨性、强度均比Cr12高。用于制造截面较大、形状复杂、工作条件繁重下的各种冷冲模具和工具,如冲孔凹模、切边模、滚边模、钢板 深拉伸模、圆锯、标准工具和量规、螺纹滚模等。 Cr12冷作模具钢主要用作承受冲击负荷较小,要求高耐磨的冷冲模及冲头、冷切剪刀、钻套、量规、拉丝模、压印模、搓丝板、拉延模和螺纹滚模等。 C
联系方式 联系我时,请告知来自八方资源网!
公司名: 郑州华菱超硬材料有限公司
联系人: 李安
电 话:
手 机: 15617726385
微 信: 15617726385
地 址: 河南郑州中原区郑州**产业开发区国家大学科技园孵化基地13幢2单元21层224号
邮 编:
网 址: lian0512.b2b168.com
相关推荐



相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 郑州华菱超硬材料有限公司
联系人: 李安
手 机: 15617726385
电 话:
地 址: 河南郑州中原区郑州**产业开发区国家大学科技园孵化基地13幢2单元21层224号
邮 编:
网 址: lian0512.b2b168.com
- 相关企业
- 稷山县大博金金刚石工具有限公司
- 金点精密工具(东莞)有限公司
- 河南黄河旋风股份有限公司
- 南阳易顺达机械设备有限公司
- 深圳市精联数控刀具有限公司
- 深圳市精联数控刀具有限公司
- 瑞安市宝锐精密机械有限公司
- 山东瑞城机械制造有限公司
- 马鞍山市宇拓机械刀具厂
- 苏州宗悫新材料科技有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐

¥28.00
¥46000.00


¥5300.00





¥4200.00












