硬车削淬火钢硬度58度高精度刀片-淬硬钢62度耐磨刀头
- 时间:2020-06-16作者:郑州华菱超硬材料有限公司浏览:111
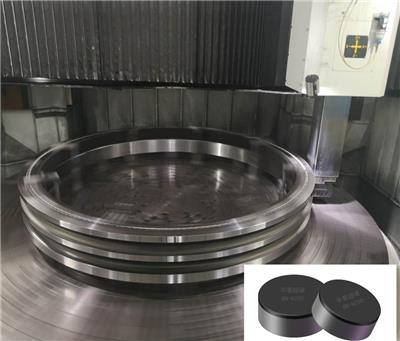
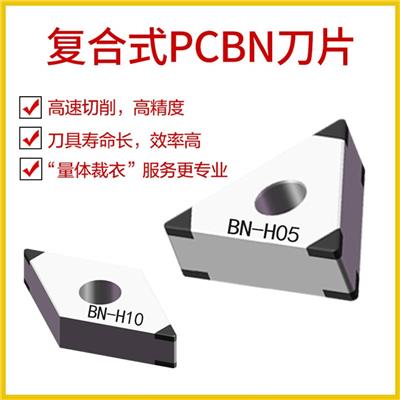
淬火钢硬度58度硬车削耐磨刀片-淬硬钢62度高精度刀头 经过淬火后的钢件硬度很高,也成为淬硬钢,传统方式都是采用磨削工艺来获得,但为了提高加工效率,降低生产成本,随着刀具行业的不断发展,逐渐出现了硬车(以车代磨)工艺,但同样车削淬硬钢难度较大,由于遇到断续切削工况,更难保证其加工效果。 1、淬硬钢硬车刀具的切削参数选择 硬车淬硬钢的切削用量,首先确定合理的切削速度,其次是切削深度,再其次是进给量。 切削速度:一般淬硬钢的耐热性为200~400℃,**此温度时,材料的硬度就会下降。而硬质合金的耐热性为800~1000℃,陶瓷刀具材料的耐热性为1200℃,立方氮化硼的耐热性为1400~1500℃。所以在切削淬硬钢时,要充分利用这一特性,切削速度Vc不能选择太低。硬质合金刀具Vc为30~75m/min;陶瓷刀具Vc为60~120m/min;立方氮化硼(CBN)刀具Vc为50~250m/min。如是断续切削时,vc为上述的1/2左右。 切削深度:一般根据加工余量和工艺系统刚度来选择。一般情况下,ap为0.1~3mm。 进给量:一般Fr为0.05~0.3mm/r。在工件材料硬度很高或断续切削时,应减小进给量,以防刀具崩刃。 针对淬硬钢提出以下3种刀具技术创新 1、断屑槽PCBN刀片 优异的断屑性能,避免切屑缠绕工件或刀具,保证良好的工件表面质量和刀具使用寿命。 2、修光刃PCBN刀片 (1)同等进给量,获得更高的表面质量; (2)同等表面粗糙度,可采用大的进给量,降低单件加工时间,提高加工效率; 3、涂层PCBN刀片 平滑涂层与PCBN母材**结合,可获得更优异的切削性能,提高加工精度和寿命。 PCBN刀片硬车淬硬钢案例介绍 1、PCBN刀片硬车淬硬钢传动轴的案例参数 工件名称:传动轴 工件材料:20CrMo 工件硬度:62-65HRC 选用刀片:BN-H10 VNGA160408 切削参数:Vc=132m/min,ap=0.1mm,fr=0.15mm/r 表面质量:Ra1.6 刀具使用寿命:145件/刃 冷却方式:湿切 相较于某品牌PCBN刀片,BN-H10材质刀具寿命提高45%。 2、PCBN刀片强断续硬车淬硬钢齿轮的案例参数 加工工况:强断续切削端面 加工材料:20CrMnTi齿轮,HRC58-62 选用刀片:BN-H21 WNGA080404 切削参数:ap=0.15mm,Fr=0.1mm/r,Vc=117m/min 冷却方式:干切 相较于某品牌PCBN刀片,BN-H21材质刀具寿命提高5倍。
郑州华菱超硬材料有限公司专注于立方氮化硼刀具,CBN刀片,PCBN刀片等
词条
词条说明
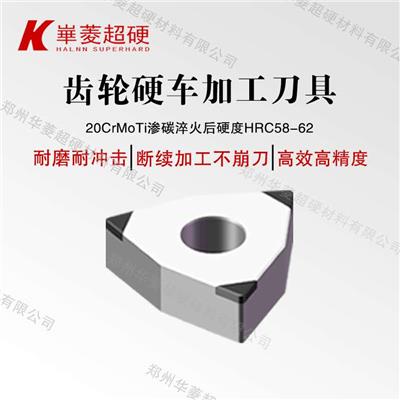
热后硬车齿轮(20CrMnTi)硬度58-62断续加工抗冲击刀片
齿轮20CrMnTi断续加工抗冲击刀片-精加工硬度58-62刀头 20CrMnTi是合金渗碳钢,其制造过程如下:锻造→正火→机械加工→渗碳处理→淬火→低温回火→精加工。预处理(正火)后硬度为156-207HBS;较终热处理后硬度为58-62HRC。 针对精车工序,硬车削齿轮存在3种工况——连续精车、微断续精车和强断续精车,针对这三种不同的工况,国内外都需要选择不同的刀片,连续精车选择精密BN-H0
华菱超硬为淬火钢领域提供硬车、硬铣、仿形加工、切槽、螺纹加工等CBN刀具,并且形成了从连续到断续,从粗加工—**精加工一整套的硬切削刀具方案供用户选择,在齿轮/齿轮轴,同步器,轴承,丝杠,模具等领域具备丰富的硬切削经验,以下是华菱超硬CBN刀具硬切削淬火钢的部分案例: 工件材质:20CrMnTi(硬度HRC58-62) 刀片型号:BN-H05 CNGA120408 切削参数:Vc=180m/min
淬火钢硬度58度硬车削耐磨刀片-淬硬钢62度高精度刀头 经过淬火后的钢件硬度很高,也成为淬硬钢,传统方式都是采用磨削工艺来获得,但为了提高加工效率,降低生产成本,随着刀具行业的不断发展,逐渐出现了硬车(以车代磨)工艺,但同样车削淬硬钢难度较大,由于遇到断续切削工况,更难保证其加工效果。 1、淬硬钢硬车刀具的切削参数选择 硬车淬硬钢的切削用量,首先确定合理的切削速度,其次是切削深度,再其次是进给量
断续加工20crmnti齿轮抗冲击耐磨刀片-淬火钢hrc58-62精车加工刀头
断续加工20crmnti齿轮抗冲击耐磨刀片-淬火钢hrc58-62精车加工刀头 导读:齿轮部分被加工部位有断续,如齿轮内孔有键槽,或齿轮端面有油孔等都属于断续加工,针对此建议一般刀具都无法加工,上去就崩刀,推荐使用BN-H10材质和BN-H21材质。 淬火钢齿轮是典型的难加工材料之一,常见材质有20CrMnTi,42CrMo,淬火后硬度HRC58-62之间,目前立方氮化硼刀具在连续切削工况中广泛
联系方式 联系我时,请告知来自八方资源网!
公司名: 郑州华菱超硬材料有限公司
联系人: 李安
电 话:
手 机: 15617726385
微 信: 15617726385
地 址: 河南郑州中原区郑州**产业开发区国家大学科技园孵化基地13幢2单元21层224号
邮 编:
网 址: lian0512.b2b168.com
相关推荐





相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 郑州华菱超硬材料有限公司
联系人: 李安
手 机: 15617726385
电 话:
地 址: 河南郑州中原区郑州**产业开发区国家大学科技园孵化基地13幢2单元21层224号
邮 编:
网 址: lian0512.b2b168.com
- 相关企业
- 稷山县大博金金刚石工具有限公司
- 金点精密工具(东莞)有限公司
- 河南黄河旋风股份有限公司
- 南阳易顺达机械设备有限公司
- 深圳市精联数控刀具有限公司
- 深圳市精联数控刀具有限公司
- 瑞安市宝锐精密机械有限公司
- 山东瑞城机械制造有限公司
- 马鞍山市宇拓机械刀具厂
- 苏州宗悫新材料科技有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐

¥28.00
¥46000.00


¥5300.00





¥4200.00












