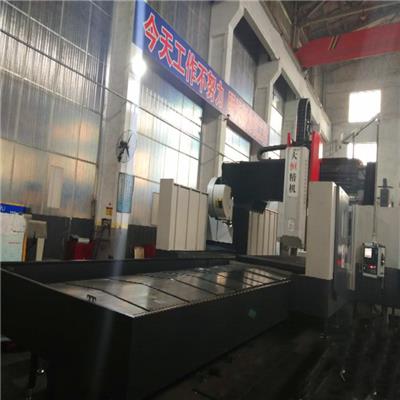
【龙门加工中心】龙门加工中心都有哪些铣削方法
- 时间:2021-07-02作者:河北大恒重型机械有限公司浏览:2818
龙门加工中心铣削方法都有哪些?
龙门加工中心铣削主要分为逆铣与顺铣,那逆铣与顺铣方法有什么不同?
龙门加工中心铣削大多数是用逆铣方式来完成。
可是,应尽量选用顺铣,这样会取得好的加工作用。由于龙门加工中心逆铣时,刀片切入前发生激烈冲突,造成加工外表硬化,使下一个刀齿难以切入。
当龙门铣床顺铣时,应使铣削宽度大约等于2/3铣刀直径,这可确保刀刃一开端就能当即切入工件,几乎没有冲突。如果小于1/2铣刀直径,则刀片又开端“冲突”工件,由于切入时切削厚度变小,每齿进给量也将因径向切削宽度的变窄而减小。“冲突”的成果使刀具寿数缩短,关于硬质合金刀具,添加每齿进给量和减小切削深度是比较有利的。
所以粗铣时,若径向切削宽度小于铣刀半径时,添加走刀量,其刀具寿数将会提高,龙门铣床加工时间随之缩短。当然,精铣需求工件外表光洁,所以应限制走刀量。
试调这一径向铣削宽度,确认铣刀直径与径向铣削宽度之比的工作,好在龙门加工中心上进行,以便在调整比率的同时,调查其工件外表粗糙度的改变。
河北大恒重型机械有限公司专注于国产数控龙门铣床厂家,大型龙门加工中心,数控龙门铣床价格,龙门加工中心,数控龙门铣床等, 欢迎致电 13012037261
词条
词条说明
1.平头铣刀,进行粗铣,去除大量毛坯,小面积水平平面或者轮廓精铣;2.球头铣刀,也叫R刀。适用于加工空间曲面零件,有时也用于平面类零件较大的转接凹圆弧的补加工。3.平头铣刀带倒角,可做粗铣去除大量毛坯,还可精铣细平整面(相对于陡峭面)小倒角。4.倒角刀,倒角刀外形与倒角形状相同,分为铣圆倒角和斜倒角的铣刀。5.T型刀,可铣T型槽;6.齿型刀,铣出各种齿型,比如齿轮。7.成型铣刀,包括倒角刀,T形铣
数控龙门铣床加工特点对于加工部位是框形平面或不等高的各级台阶,那么选用点位---直线系统的数控铣床即可。如果加工部位是曲面轮廓,应根据曲面的几何形状决定选择两坐标联动和三坐标联动的系统。也可根据零件加工要求,在一般的数控铣床的基础上,增加数控分度头或数控回转工作台,这时机床的系统为四坐标的数控系统,可以加工螺旋槽、叶片零件等。铸造车间现场,严格按照北京一机床的要求标准建造:河北大恒重型机械有限公司
1.作业者应了解、学握龙门加工中心设备的性能与特点。确保应急停止开关按钮在突发状况造成时,能迅速有效的发挥作用,防止造成安全事故。⒉按照规定配责好子劳动保护用品,禁止戴手套工作。3.设备运行时,禁止以带水的手触碰电子开关,以防受电击。禁止用手碰触其他运动组件。4.不能将工具或非加工工件摆放在龙门加工中心或移动物体上。5.设备旁的电脑桌或工作桌一定要坚固,不能将其摆放在移动件上。6.上下工件时,先要
数控龙门铣床工作原理数控龙门铣床的加工原理有必要知道,根据零件形状、尺寸、精度和表面粗糙度等技术要求制定加工工艺,选择加工参数。通过手工编程或利用CAM 软件自动编程,将编好的加工程序输入到控制器。控制器对加工程序处理后,向伺服装置传送指令。数控龙门铣床伺服装置向伺服电机发出控制信号。主轴电机使刀具旋转,X、Y 和Z向的伺服电机控制刀具和工件按一定的轨迹相对运动,从而实现工件的切削。数控龙门铣床主
联系方式 联系我时,请告知来自八方资源网!
公司名: 河北大恒重型机械有限公司
联系人: 郭娟
电 话: 0317-8177621
手 机: 13012037261
微 信: 13012037261
地 址: 河北沧州泊头市河北省泊头市交河镇北八里开发区
邮 编:
网 址: dh12306.b2b168.com
相关推荐







相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 河北大恒重型机械有限公司
联系人: 郭娟
手 机: 13012037261
电 话: 0317-8177621
地 址: 河北沧州泊头市河北省泊头市交河镇北八里开发区
邮 编:
网 址: dh12306.b2b168.com
- 相关企业
- 沧州康诺数控机床制造有限公司
- 优德展(北京)商务咨询有限公司
- 常州市华鼎机械制造有限公司
- 山东震环机床制造有限公司
- 浙江诸暨皓海机械有限公司
- 宁波盛正机电有限公司
- 宁波昱新数控机床有限公司余姚销售部
- 河北大恒重型机械有限公司
- 霸州市霸州镇海里利机械加工厂
- 苏州金浤亿精密机械有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐





卧式加工中心 数控加工中心价格 固达机械品牌具有铣、镗、钻、攻
¥958000.00

¥26000.00


¥358000.00


¥985.00











