CBN刀具对于汽车刹车盘的加工应用
- 时间:2021-10-08作者:威士精密工具(上海)有限公司浏览:74
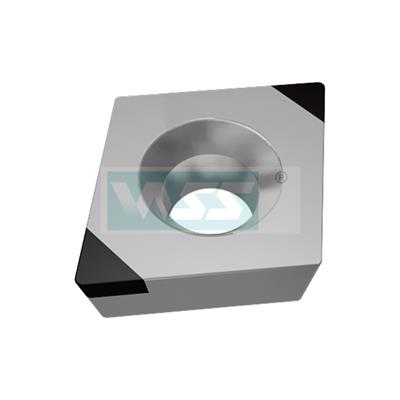
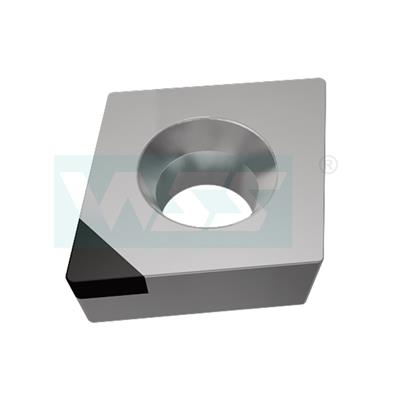
众所周知,目前大多数家用轿车的刹车方式都采用盘刹,即使用刹车盘进行制动。不同于鼓刹,盘刹的散热性能好,在高速制动状态下不容易产生热衰退,所以盘式刹车受到汽车制造商和广大用户的欢迎。 正常情况下,刹车盘应该每隔6到8万公里更换一次。刹车盘是汽车刹车系统中的易损件,随着汽车行驶里程的增加,刹车盘也会不断磨损。当刹车盘磨损到一定程度后就需要对其进行更换。每年刹车盘的更换和加工需求量随着汽车保有量的增加而增加,其本身加工并不难,但是如何在保证其表面质量和尺寸精度的同时,使切削加工更高效,提高生产的效率,很大程度上取决于刀具的选择。 常见刹车盘的材质为HT250,三大主要成分元素组成(比例):C:3.1-3.4 Si:1.9-2.3 Mn:0.6-0.9。 机械性能要求:抗拉强度>=206MPa,抗弯强度>=1000MPa,挠度>=5.1mm,硬度要求在:187-241HB之间。这类材料的加工对于加工刀具的耐磨性提出了一个非常高的要求,由于考虑实际使用的刹车制动效果,刹车盘加工的表面光洁度不需要太高,一般达到Ra3.2μm即可。 针对以上常见的加工情况,威士针对性地定制了CBN刀具材质,相对于硬质合金而言,CBN材质在加工效率、刀具寿命以及零件的质量和尺寸上都能有非常大的优势;而相对于其他品牌的CBN刀具,威士刀具有非常高的性价比和稳定性,且提供对应的修磨服务,能够有效降低客户的使用成本和单件加工成本。 我司刀具在某一客户处进行测试,客户采用卧式车床进行加工刹车盘,其材质为HT250,工件硬度HRC30左右,加工内孔处直径D140,加工外圆处直径D280,加工表面要求Ra3.2μm。 刀具及工件装夹方式 被加工件(外圆端面) 被加工件(内孔端面) 我司采用CNMX120416规格的定制CBN材质刀片与竞争对手进行对比,分别加工刹车盘的外圆和端面,以及内孔和端面处,在相同的参数条件下(如表格所示),比某进口品牌的CBN刀具寿命长,性价比优势明显,且CBN刀具对于灰铁类材料可以达到的线速度**常规的硬质合金刀具,可以达到更高的效率节拍,也能较大程度保证零件的尺寸精度和表面质量。出色的产品质量是威士赢得客户的认可和信任的基石,我们将持续为此不断改进和研发更多为客户服务的好产品! 原文来源/news/401.html?lang=zh-cn
威士精密工具(上海)有限公司专注于pcd,切削工具,cbn铣刀等
词条
词条说明
熟悉刀具或者机加工的朋友们可能会有所疑惑,CBN刀具主要加工应用的材料为淬硬钢、灰铸铁、球墨铸铁、粉末冶金以及部分镍基高温合金等,软钢的加工并不在CBN刀具对应的加工窗口内,为什么部分软钢材料可以使用CBN刀具进行加工?通常而言,软钢的加工以前依靠的是高速钢刀具,近几十年主要由硬质合金刀具进行加工,其加工的性能表现不错,性价比优势明显。而CBN刀具主要的加工特性为红硬性和耐磨性,在加工软钢时,CB
从2011年起,我国已成为仅次于美国的世界*二大医疗器械市场。医疗行业与所有人类的生命和健康息息相关,人们对健康的重视程度日益增长也带动了医疗行业的蓬勃发展,其中就包括了植入医疗器械,如骨钉、骨板、人工关节、假肢等。植入医疗器械属于第三类医疗器械的高端产品,是医疗器械产业中重要的产品门类之一。 植入医疗器械是**心脑血管疾病和骨科疾病的有效手段之一。然而目前国内植入医疗器械的整体技术水平较低,高
复杂的深孔加工越来越具有挑战性。零件经常要求附加特征,如非常小的孔粗糙度、内室、孔径变化、轮廓、槽、螺纹和变化的孔方向。为了有效地获得这种公差小的孔,不仅需要丰富的经验和研发资源,还需要功能能力强、应用设施完善以及实质性强的客户参与进来,共同为此奋斗。 深孔加工(DHM) 是一类由专为现有应用设计的刀具主导的加工领域。深孔加工涉及许多不同的行业,但应用较广泛的是能源和航空航天行业。起初,深孔零件的
振动是一种常见的机械运动方式,指物体在平衡位置附近随时间做往复运动。振动也有具有危害性的一面,在车削加工时,振动会使得被加工工件的表面粗糙度增大,有时还会出现纹理,不能达到加工要求。 同时,一般随着**次振动的产生,之后的加工也会伴随着连续振动,使得整个加工过程每一道工序都会产生误差,误差的累计甚至会导致工件的报废。 并且振动不仅对加工精度和加工质量存在影响,还会对机器和刀具产生磨损,一旦发生这
联系方式 联系我时,请告知来自八方资源网!
公司名: 威士精密工具(上海)有限公司
联系人: 市场部
电 话:
手 机: 15238696721
微 信: 15238696721
地 址: 上海松江车墩上海市松江区车墩镇泾车路176号
邮 编:
网 址: wssdaoju.b2b168.com
相关推荐

相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 威士精密工具(上海)有限公司
联系人: 市场部
手 机: 15238696721
电 话:
地 址: 上海松江车墩上海市松江区车墩镇泾车路176号
邮 编:
网 址: wssdaoju.b2b168.com
- 相关企业
- 山西天成鸿宇科贸有限公司
- 深圳市星亿磨具磨料有限公司
- 任丘市成研工具销售处
- 内蒙古熙鑫机械加工有限公司
- 永康市五金城程豪车刀工量具经营部
- 孟村回族自治县阳森机床配件五金机电设备销售部
- 沈阳市兴达重型机床工具厂
- 大连伯斯特贸易有限公司
- 启斗精密刀具(青岛)有限公司
- 烟台艋库拉机械设备有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐



¥35000.00




¥59.00












