镗床用对刀仪
- 时间:2021-12-31作者:深圳市华铖诺科技有限公司浏览:544
一直以来,镗工的实际操作是靠锤头和刹车盘,每镗一刀都需要通过敲刀片、走刀试切、及精确测量三个流程。敲刀凭工作经验,而走刀试切是盲目跟风的。不但浪费,并且加工精度也难确保。近些年,虽陆续研制开发了一轴体镗刀头,但应用范畴大多数在φ150mm下列。
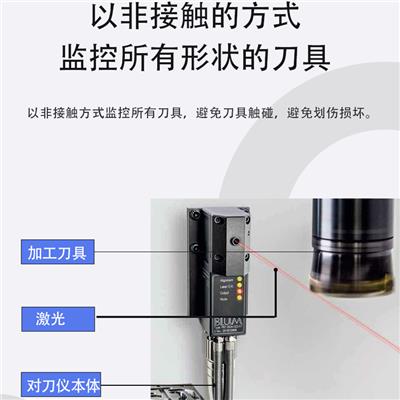
伴随着数显式技术性在铣床上的运用,大家研制开发了数显式对刀仪。它能在50mm以内对镗刀刀尖开展精准的偏移检验,作业者可从数显电流表上见到敲打刀尖的规格。这对一些对刀频次多,试切总宽有严格管理及其难以精确测量的产品工件,看起来更有*特实际意义。
一、构造及基本原理
先提取一段GZH/D-2型窄形感应同步器的距管1,将其与滑尺5一起拼装在一套精巧轻巧的机械设备设备中。因为滑尺5根据滑尺座6的两边导向性板4及导向滚动轴承3,使之在定尺座2的导向性槽体挪动。当断路器10碰触镗刀头时,滑尺5在距管1中作相对性挪动,进而测到刀尖所处,由ZBS-3A型数显式表明出去,做到对刀的目地。这就是对刀仪的原理。
二、二种操作方法.
这类对刀仪有如下所示二种操作方法:
相对性对刀功。
半深度加工(或生产加工一刀)后,测知容量是多少,随后使刀尖压到对刀仪的断路器上,数显电流表清“0",再看一下数显表敲刀片。当刀尖外伸量与容量相同时,再开展较终一刀的深度加工,做到工程图纸规定的标准公差。这类方式简易、形象化、精确,映点是还必须测一次容量。
肯定对刀功。这类方式针对处理小批一样产品工件的孔生产加工,及同一产品工件一组直径的生产加工,看起来更加合理。
开展肯定对刀以前,较先在**个气缸**组孔生产加工时,记录下来五个孔深度加工的数显式值,如φ180孔的数显数值φ90,φ200孔为100等。在做好之后每组孔的深度加工时,便可按照上边记的标值在对刀仪上立即对刀。那样就可规避繁杂的一次精确测量。若气缸孔个数越多,越表明出对刀仪的优势。其不足之处是:对刀精密度比不上相对性对刀功高。这圈3o是因为每一次对刀在断路器上的对数控刀点不一样,促使刀尖迥转的半径R7与R也不一样。实践经验证明,用这类对刀方式,如用心实际操作,测量精度可调节在0.04mm之内。
三、如何提高对刀仪的精密度
对刀仪对刀的精准度,关键在于对刀仪自身偏差以及在数控车床上的安装偏差这两一部分的危害。
1.对刀仪自身的偏差危害
假如对刀仪自身精密度不高,将立即影响到对刀精准度。因而在机械设备上,对刀仪的机械系统的拼装偏差应合乎同歩传感器安装使用说明中的相关要求,这儿不用赘述。拼装后用量块精确测量对刀仪的精密度。较先挪动滑尺座6靠紧支撑架7使数显电流表清“0”,随后在滑尺座6与支撑架7中间各自添加不一样的检验量块11,纪录量块规格与数显式读值,看其是不是一致。为此来辨别对刀仪的精密度。
除此之外,还需要留意电气设备常见故障产生的危害。如配对变电器盒里印刷线路板浸蚀高低不平净,导致A点接地装置,那样会导致配对变电器的次级线圈导出到滑尺间的分离,使滑尺两绕阻的I,与.Ie不一,使检验精密度比较严重受到影响。
要增强对刀精密度,不可以忽略从电气设备上检验。在一般情形下我们可以根据更改可调电阻值来
提升精密度。具体方法是:较先寻找偏差曲线图的较重点,例如发觉在偏差曲线图上在1.5节径时偏差较大,如用1.5mm量块夹在件6、7中间,而表明则是1.52mm。这时开启配对变电器盒,更改R,或R:的电阻值,调到表明值与量块规格一致才行。那样不断儿次,精密度便可确保。.
2.对刀仪安装偏差对测量精度的危害
镗刀的安装与车床车刀不一样,一般都高过核心(ol),那样便会导致敞刀时镗刀沿刀槽的偏移规格与对刀仪检验的偏移规格及与刀尖沿的半径方位的具体偏移规格三者中间存有一定偏差。此外对刀仪在安装固定不动后,对刀仪的偏移轴线假如不通过镣杆的迥转核心O,也会造成一定的换刀偏差。可看得出这二种偏差对刀精密度的危害。
设对刀仪的偏移中心线.1B过O点。在刀尖:B点外的迥转的半径R=OB,刀尖B点高过退.转起点的间距ho。敲刀后刀尖沿刀槽挪动BC=60mm,这时数显式表明的是dB=58.52mm,.二者存有0.48 mm偏差。殊不知精镗时刀尖挪动并不是60 mm,也不会是6 mm,反而是0.6下列,那样,二者偏差就在4.8 μm下列了。这种偏差并不危害深度加工,上刀。
根据以上剖析测算和实验证实,这类对刀方法在理论上彻底可以达到铣床镗孔生产加工上刀的规定,对刀仪经2个生产车间实验证实,对刀精密度是较为满意的。但应用中还有点儿不便,如镗杆没**床主轴精准定位组织,每一次对刀都需要按电钮往对刀仪上凑等,需想方设法改善。
深圳市华铖诺科技有限公司专注于metrol对刀仪,波龙激光对刀仪,海克斯康测头,马波斯测头,美得龙对刀仪,美德龙对刀仪等
词条
词条说明
1、把对刀仪电缆线与机床连接,底座固定在工作台上。一般固定在工作台的左上角的行程范围内,以不影响工件加工为宜;2、在“系统参数”中的“机床配置”中选择“使用对刀仪”;3、定义对刀位。对刀位就是对刀仪的中心位置,使用对刀仪自动对刀时,刀具快速移动到该位置进行对刀。CNC精雕机对刀步骤1、主轴正转,铣刀靠工件的左面,记住X值,提刀,移到工件的右面,靠右面,记住X值,把这两个X值,取平均值,记录到G54
江门佳铁自动化有限公司一直在用日本美德龙公司的产品,**更换过
2011年,我和日本美德龙中国区的一位同事去过江门佳铁。那天我记得格外的热,从深圳开车,早上6点多起床,洗漱完毕后,7点半出发,出发早的原因是,当时的虎门大桥动不动就会赛车,这是所有人心中的噩梦。当时是江门佳铁的李副总接待我们的,他很和蔼,接待我们的时间里,一直都是微笑,一直都在倾听我们讲话。我们把日本美德龙公司产品详详细细的介绍给他听后,他较终被我们的诚意打动~~~~~~在此之前,我们去过江门佳
深圳市华铖诺科技有限公司经营进口品牌13年,产品有日本美德龙对刀仪,日本美得龙对刀仪,日本metrol对刀仪,德国波龙对刀仪,德国波龙激光对刀仪,德国波龙无线测头,意大利马波斯对刀仪,意大利马波斯无线测头。 一、 测头分类 1、解释:测头顾名思义,能自动在线工件找正,原点设置,工件测量。 2、分为:无线测头,红外测头,机外视觉测头。 二、优缺点 1
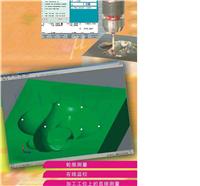
什么叫机床测头机床测头是一种可安装在CNC机床等大部分数控机床机床上,并让该数控机床在生产加工循环系统中不需人为因素干预就能立即对数控刀片或工件的规格及部位开展自动测控系统,并依据精确测量结果全自动调整工件或铣刀的偏置量的创新式机床测量设备。机床测头对数控机床机床的功效1.替代人力做全自动分中、寻位、精确测量,全自动调整平面坐标,全自动刀补2.对大型的繁杂零件在机床上同时开展球面的精确测量3.能提
联系方式 联系我时,请告知来自八方资源网!
公司名: 深圳市华铖诺科技有限公司
联系人: 左生
电 话: 0755-82769153
手 机: 13827439153
微 信: 13827439153
地 址: 广东深圳福田区彩田南路澳新亚大厦2815室
邮 编:
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 深圳市牧野精控机电有限公司
- 深圳市永东数控技术有限公司
- 东莞市勇龙机电科技有限公司
- 深圳比卡米克罗贸易有限公司
- 上海弋琨精密机械有限公司
- 昆山利君成机械设备有限公司
- 东莞市龙利数控精密机械有限公司
- 昆山易百成五金机电有限公司
- 常州卡瑞工具有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐

¥99.00

美德龙马波斯雷尼绍对刀仪全自动对刀雕刻机对刀器断刀检测40mm
¥1500.00




¥30000.00

¥1300.00

¥1300.00

¥380.00

大连对刀仪报关代理/大连旧对刀仪报关代理/大连二手对刀仪报关代理
¥46545.00











