沧州厂家供应 压铸铝件 压铸件现货 锌合金件 铝铸件定制
- 时间:2022-08-06作者:泊头市宁然机械设备厂浏览:243
铸铝件的重量和尺寸范围很广。较轻的重量只有几克,较重的是400吨,较薄的壁厚只有0.5毫米,较厚的**过1米,长度范围从几毫米到十多米。可以满足不**业的要求。通常,对于铸铝件的外观质量,可以通过比较样品来判断铸铝件的表面粗糙度,并且可以通过着色方法和磁粉法检查表面上的细小裂纹。铸铝件的内部质量可以通过音频,超声波,涡流,X射线和伽马射线进行检查和判断。
泊头市宁然机械设备厂专注于金属制品,机械加工,铸造模具等
词条
词条说明
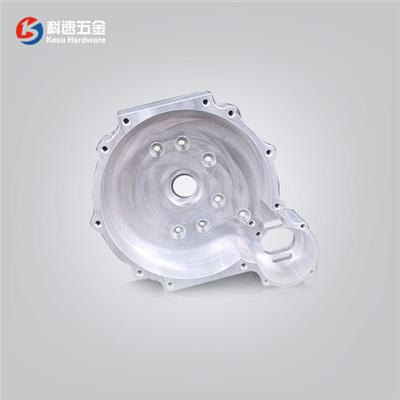
铸铝件机壳工艺流程:工艺编程根据机壳的图纸要求,充分考虑现有的条件,尽量利用现有的设备消除生产薄弱环节,提高产品质量、缩短工艺准备(制造)周期是工艺编制必须考虑的问题。铸铝件机壳所编制的工艺路线是:退火处理---粗加工---人工时效---划线检查毛坯---卧镗粗铣基准及其他面---卧镗精铣基准面及其它面---划线划出各面型孔及凹面加工线---卧镗(或加工中心)加工各面型孔凹面---加工中心加工孔系
铝合金一般强度比较低,工件在加工中容易产生变形。铝的线膨胀系数是0.0000238,比钢的线膨胀系数0.0000100大将近2.4倍。由于热变形大在切削过程中测量出来的尺寸往往不是工件的常温时的实际尺寸。铝合金材料的硬度低,因此在装卸和搬运中易使工件表面划伤和碰坏。铝合金壁薄零件表面粗糙度要求较高,一般都通过精加工直接达到而铝合金质地不致密,铣削后很难达到表面粗糙度的要求。
为了移除固定溶处理之后淬火发生的残余应力,这不得不使用相对较低的冷加工度来完结,这里也用这种办法挑选冷加工度,所需的强度可以在随后的**时效中完结;冷加工之后的**时效强度要比只是经过**时效得到的强度高。然而不可避免的是合金的延展性有很大程度的降低。
重力浇铸 低压铸造 金属性浇铸 压铸铝合金 翻砂铝铸件 铸铝件
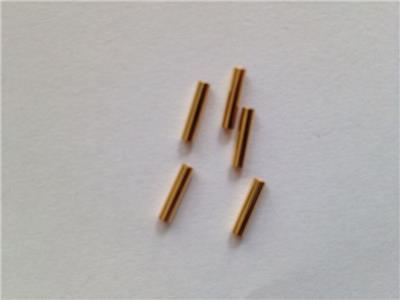
铸铝件各种铸造方法适用于铝合金铸件。当产量较低时,可以使用砂型铸造,应选择细砂进行造型;对于大量生产的重要铸件,采用特殊铸造。金属铸造效率高,铸件质量好,低压铸造适用于要求高致密性的耐水压铸件,压力铸造可用于薄壁复杂的小零件。其中,重点解决易操作的精炼技术、变质技术、晶粒细化技术和炉前快速检测技术。为了进一步提高铸铝件材料性能,限度地发挥材料的潜力,可以开发铝合金材料,尤其是铝基复合材料,以满足不
联系方式 联系我时,请告知来自八方资源网!
公司名: 泊头市宁然机械设备厂
联系人: 刘宁
电 话:
手 机: 18894994564
微 信: 18894994564
地 址: 河北沧州泊头市河北省沧州市泊头市宁然机械设备厂
邮 编:
网 址: ning188.b2b168.com
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 泊头市宁然机械设备厂
联系人: 刘宁
手 机: 18894994564
电 话:
地 址: 河北沧州泊头市河北省沧州市泊头市宁然机械设备厂
邮 编:
网 址: ning188.b2b168.com
- 相关企业
- 宁波市海曙瑞轩机械设备有限公司
- 山东君诚光伏科技有限公司
- 上海莱斯科机械技术有限公司
- 泊头市宁然机械设备厂
- 吉安航盛机电科技有限公司
- 吉安亿丰电子有限公司
- 合肥阳光汽车部件有限公司
- 合肥辉旭机械加工有限公司
- 合肥杰晟钢木家具有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐






¥210.00

¥88.00


¥1200.00