河北沧州 铸铝件 铝合金压铸件 压铸铝生产厂家
- 时间:2022-08-18作者:泊头市宁然机械设备厂浏览:94
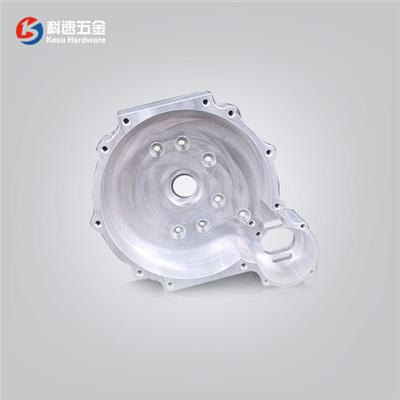
铸铝件铸造方法的选择原则:砂型铸造是铸铝件的合适选择,主要是因为砂型铸造比其他铸造方法成本更低,生产工艺更简单,生产周期更短。当湿模具不能满足要求时,请考虑使用粘土砂表面干砂模具,干砂模具或其他砂模具。铸铝件的铸造方法应适合生产批次。由于设备和模具的高昂价格,低压铸造,压铸,离心铸造和其他铸造方法仅适合批量生产。铸铝件可以是单件铸件或批量生产。
铸铝件的收缩孔隙率通常发生在靠近内浇道的立管根部较厚的部分,壁厚和具有较大平面的薄壁的过渡处。铸态断裂为灰色,热处理后的浅黄色为灰白色,浅黄色或灰黑色。
泊头市宁然机械设备厂专注于金属制品,机械加工,铸造模具等
词条
词条说明
为了移除固定溶处理之后淬火发生的残余应力,这不得不使用相对较低的冷加工度来完结,这里也用这种办法挑选冷加工度,所需的强度可以在随后的**时效中完结;冷加工之后的**时效强度要比只是经过**时效得到的强度高。然而不可避免的是合金的延展性有很大程度的降低。
沧州 铝合金模具加工 精密铝合金 铝合金压铸件 铸铝件加工定制
铸铝件的清洗方法:1.铸件的外壳清洗。一般而言,铸铝件在完全冷却后可以进一步清洗。将铸铝件浇铸到模具中后,铸件在模具中的冷却时间与铸铝件的材料以及铸铝件的形状和尺寸的生产条件直接相关。一般来说,如果铝合金铸件较早清洗,则铸铝件容易变形和开裂。较大尺寸,工艺较复杂的铸件的冷却时间应较长,而较小尺寸,壁较薄且工艺简单的铸件的冷却时间可以较短。2.切割浇注立管。切割浇注立管的主要方法有:气割,砂轮切割,
河北翻砂铸造厂供应各类铝压铸 翻砂浇铸铝件铸铝件 铝合金压铸加工
得考虑到铸铝件有没有尖角区或亡区的存在,浇筑系统的截面积有没有发生任何改变等等,这些都是需求我们详细了解透彻的,铸铝件的主要目的便是把金属溶液浇筑进行规定的模型里,经过冷却再凝结以及清理整型之后到达预期设定的形状和性能,这样的铸造办法也是现在机械制作职业根底工艺的其中一种。
河北厂家供应重力铸铝件 压铸砂铸铝件 铸造铝件模具铝合金浇铸
铸铝件铝合金的铸造性能与化学成分密切相关,其中Al-Si合金靠近共晶成分,铸造性能比较好,类似灰铸铁。Al-Cu合金远离共晶成分,凝固温度范围大,铸造性能较差。在实际生产中,铝铸件有冒口收缩,Al-Si类合金凝固温度范围小,冒口收缩效率高,容易得到组织致密的铸件。其他类型的铸铝合金凝固温度范围大,冒口收缩效率低,铸件致密性差。铸铝件铸造铝材成本低,工艺性好,再熔节约资源和能源,因此该材料的应用和发
联系方式 联系我时,请告知来自八方资源网!
公司名: 泊头市宁然机械设备厂
联系人: 刘宁
电 话:
手 机: 18894994564
微 信: 18894994564
地 址: 河北沧州泊头市河北省沧州市泊头市宁然机械设备厂
邮 编:
网 址: ning188.b2b168.com
相关推荐





相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 泊头市宁然机械设备厂
联系人: 刘宁
手 机: 18894994564
电 话:
地 址: 河北沧州泊头市河北省沧州市泊头市宁然机械设备厂
邮 编:
网 址: ning188.b2b168.com
- 相关企业
- 宁波市海曙瑞轩机械设备有限公司
- 山东君诚光伏科技有限公司
- 上海莱斯科机械技术有限公司
- 泊头市宁然机械设备厂
- 吉安航盛机电科技有限公司
- 吉安亿丰电子有限公司
- 合肥阳光汽车部件有限公司
- 合肥辉旭机械加工有限公司
- 合肥杰晟钢木家具有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐






¥210.00

¥88.00


¥1200.00