铸铝件 铝合金铸铝件 铸造模具 压铸模具 翻砂铝铸件 精密铸造铝件
- 时间:2022-08-27作者:泊头市宁然机械设备厂浏览:97
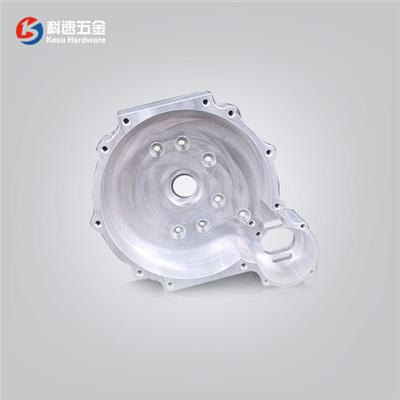
通过对加工铸铝件的分析研究,针对铸铝件加工变形的问题,提出编制具体的加工工艺方案应采取的措施,并通过生产实践检验了工艺措施的可行性。实践证明科学合理的工艺方案可缩短生产的周期,节约大量的成本和能源。在外形框架加工和研制中,机械产品的主框架结构大部分采用质量轻外观美的铸铝件-机壳,随着科学技术的发展和市场的需求,而铸铝件-机壳材料一般为ZL102,由于结构复杂,毛坯壁薄,热变形较大切削加工性能差、对机壳的精度和表面粗糙度有很大影响。为解决机壳加工变形的问题,提高产品的合格率,消除热变形、降低成本、介绍一种铸铝件-机壳的加工工艺
泊头市宁然机械设备厂专注于金属制品,机械加工,铸造模具等
词条
词条说明
铸铝件 铝合金铸铝件 铸造模具 压铸模具 翻砂铝铸件 精密铸造铝件
通过对加工铸铝件的分析研究,针对铸铝件加工变形的问题,提出编制具体的加工工艺方案应采取的措施,并通过生产实践检验了工艺措施的可行性。实践证明科学合理的工艺方案可缩短生产的周期,节约大量的成本和能源。在外形框架加工和研制中,机械产品的主框架结构大部分采用质量轻外观美的铸铝件-机壳,随着科学技术的发展和市场的需求,而铸铝件-机壳材料一般为ZL102,由于结构复杂,毛坯壁薄,热变形较大切削加工性能差、对
时效:硬化进程的初两个阶段之后,固溶体的空位和溶质原子都将过饱满。析出的过度饱满溶质原子可以取得平衡。溶质原子的分散和过量空位的呈现是为了方便原子顺利的经过晶体点阵。由于这个进程依靠温度和时间,所以既可以**时效析出也可以人工时效析出,也便是可以分别在常温文高温下析出。时效强化处理效果:对可时效强化的铸造铝合金而言,冷加工或热加工的热处理在实践运用中有十分重要的含义。像
铸铝件的清洗方法:1.铸件的外壳清洗。一般而言,铸铝件在完全冷却后可以进一步清洗。将铸铝件浇铸到模具中后,铸件在模具中的冷却时间与铸铝件的材料以及铸铝件的形状和尺寸的生产条件直接相关。一般来说,如果铝合金铸件较早清洗,则铸铝件容易变形和开裂。较大尺寸,工艺较复杂的铸件的冷却时间应较长,而较小尺寸,壁较薄且工艺简单的铸件的冷却时间可以较短。2.切割浇注立管。切割浇注立管的主要方法有:气割,砂轮切割,
河北厂家供应重力铸铝件 压铸砂铸铝件 铸造铝件模具铝合金浇铸
铸铝件铝合金的铸造性能与化学成分密切相关,其中Al-Si合金靠近共晶成分,铸造性能 比较好,类似灰铸铁。Al-Cu合金远离共晶成分,凝固温度范围大,铸造性能较差。在实际 生产中,铝铸件有冒口收缩,Al-Si类合金凝固温度范围小,冒口收缩效率高,容易得到 组织致密的铸件。其他类型的铸铝合金凝固温度范围大,冒口收缩效率低,铸件致密性差。 铸铝件铸造铝材成本低,工艺性好,再熔节约资源和能源,因此该材料的
联系方式 联系我时,请告知来自八方资源网!
公司名: 泊头市宁然机械设备厂
联系人: 刘宁
电 话:
手 机: 18894994564
微 信: 18894994564
地 址: 河北沧州泊头市河北省沧州市泊头市宁然机械设备厂
邮 编:
网 址: ning188.b2b168.com
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 泊头市宁然机械设备厂
联系人: 刘宁
手 机: 18894994564
电 话:
地 址: 河北沧州泊头市河北省沧州市泊头市宁然机械设备厂
邮 编:
网 址: ning188.b2b168.com
- 相关企业
- 宁波市海曙瑞轩机械设备有限公司
- 山东君诚光伏科技有限公司
- 上海莱斯科机械技术有限公司
- 泊头市宁然机械设备厂
- 吉安航盛机电科技有限公司
- 吉安亿丰电子有限公司
- 合肥阳光汽车部件有限公司
- 合肥辉旭机械加工有限公司
- 合肥杰晟钢木家具有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐






¥210.00

¥88.00


¥1200.00