重力浇铸 低压铸造 金属性浇铸 压铸铝合金 翻砂铝铸件 铸铝件
- 时间:2022-09-07作者:泊头市宁然机械设备厂浏览:104
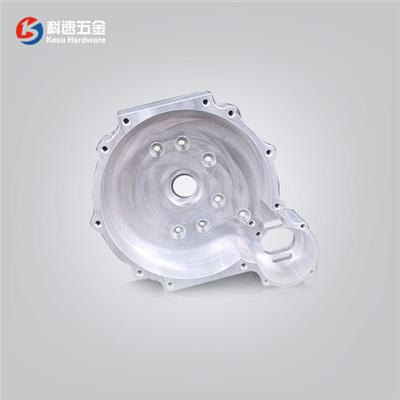
铸铝件各种铸造方法适用于铝合金铸件。当产量较低时,可以使用砂型铸造,应选择细砂
进行造型;对于大量生产的重要铸件,采用特殊铸造。金属铸造效率高,铸件质量好,低
压铸造适用于要求高致密性的耐水压铸件,压力铸造可用于薄壁复杂的小零件。
其中,重点解决易操作的精炼技术、变质技术、晶粒细化技术和炉前快速检测技术。为了进
一步提高铸铝件材料性能,限度地发挥材料的潜力,可以开发铝合金材料,尤其是铝基复
合材料,以满足不同工况的性能要求;加强簇合金熔炼技术的研究,续合金压铸和挤压铸
造技术及相关技术的开发研究。
泊头市宁然机械设备厂专注于金属制品,机械加工,铸造模具等
词条
词条说明
铸铝件的清洗方法:1.铸件的外壳清洗。一般而言,铸铝件在完全冷却后可以进一步清洗。将铸铝件浇铸到模具中后,铸件在模具中的冷却时间与铸铝件的材料以及铸铝件的形状和尺寸的生产条件直接相关。一般来说,如果铝合金铸件较早清洗,则铸铝件容易变形和开裂。较大尺寸,工艺较复杂的铸件的冷却时间应较长,而较小尺寸,壁较薄且工艺简单的铸件的冷却时间可以较短。2.切割浇注立管。切割浇注立管的主要方法有:气割,砂轮切割,
疏水器—用于蒸汽管道上自动排除冷凝水,防止蒸汽损失或泄漏。 二、按用途,根据阀门的不同用途可分: 1. 开断用:用来接通或切断管路介质,如截止阀、闸阀、球阀、蝶阀等。 2. 止回用:用来防止介质倒流,如止回阀。 3. 调节用:用来调节介质的压力和流量,如调节阀、减压阀。 4. 分配用:用来改变介质流向、分配介质,如三通旋塞、分配阀、滑阀等。 5. 安全阀:在介质压力**过规定值时,用来排放多余的介质
为了移除固定溶处理之后淬火发生的残余应力,这不得不使用相对较低的冷加工度来完结,这里也用这种办法挑选冷加工度,所需的强度可以在随后的**时效中完结;冷加工之后的**时效强度要比只是经过**时效得到的强度高。然而不可避免的是合金的延展性有很大程度的降低。
铸铝件铸造方法的选择原则:砂型铸造是铸铝件的合适选择,主要是因为砂型铸造比其他铸造方法成本更低,生产工艺更简单,生产周期更短。当湿模具不能满足要求时,请考虑使用粘土砂表面干砂模具,干砂模具或其他砂模具。铸铝件的铸造方法应适合生产批次。由于设备和模具的高昂价格,低压铸造,压铸,离心铸造和其他铸造方法仅适合批量生产。铸铝件可以是单件铸件或批量生产。铸铝件的收缩孔隙率通常发生在靠近内浇道的立管根部较厚的
联系方式 联系我时,请告知来自八方资源网!
公司名: 泊头市宁然机械设备厂
联系人: 刘宁
电 话:
手 机: 18894994564
微 信: 18894994564
地 址: 河北沧州泊头市河北省沧州市泊头市宁然机械设备厂
邮 编:
网 址: ning188.b2b168.com
相关推荐





相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 泊头市宁然机械设备厂
联系人: 刘宁
手 机: 18894994564
电 话:
地 址: 河北沧州泊头市河北省沧州市泊头市宁然机械设备厂
邮 编:
网 址: ning188.b2b168.com
- 相关企业
- 宁波市海曙瑞轩机械设备有限公司
- 山东君诚光伏科技有限公司
- 上海莱斯科机械技术有限公司
- 泊头市宁然机械设备厂
- 吉安航盛机电科技有限公司
- 吉安亿丰电子有限公司
- 合肥阳光汽车部件有限公司
- 合肥辉旭机械加工有限公司
- 合肥杰晟钢木家具有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐






¥210.00

¥88.00


¥1200.00