丝杠加工时机床、刀具、夹具、量具的选择
- 时间:2014-01-15作者:济宁利兴精密机械制造有限公司浏览:199
丝杠加工时机床、刀具、夹具、量具的选择
机床的选择 车削:车床 CA6140 平面磨削:平面磨床 M820 外圆磨削:**外圆磨床 M1432A 丝杠磨削:丝杆磨床 S7432 1)机床的主要规格尺寸应与加工零件的外廓尺寸相适应。 2)机床的精度应与工序要求的加工精度相适应。 3)机床的生产率与加工零件的生产类型相适应。 4)机床选择应结合现场的实际情况 2.6.2刀具的选择 数控车床上用的刀具应满足安装调试方便,刚性好,精度高,耐用度好等要求,根据零件的外形结构,加工需要如下刀具:45°硬质合金端面车刀,菱形外圆车刀,外切槽刀,外螺纹刀,中心钻,键槽铣刀。 2.6.3 夹具的选择 单件小批生产,应尽量选用通用夹具;大批大量生产,应采用高生产率的气液传动的**夹具。夹具的精度应与加工精度相适应。 2.6.4 量具的选择 (1)单件小批生产应选用通用量具;大批大量生产应采用各种量规和一些高生产率的**检具。量具的精度应与加工精度相适应。
(2)工时定额与劳动生产率 工时定额(To)是指在一定的生产条件下制订出来的完成单件产品(如一个零件)或某项工作(如一个工序)所必须消耗的时间。 包括基本时间(Tb)、辅助时间(Ta)、技术服务时间(Tc)、组织服务时间(Tg)、休息和生理需要时间(Tn)。其中: Tc+ Tg+ Tn=(Tb+ Ta)хβ 则工时定额 To=(Tb+ Ta)х(1+β) 劳动生产率是指工人在单位时间内制造的合格品数量,或者指制造单件产品所消耗的劳动时间。劳动生产率一般通过时间定额来衡量。 (3)切削用量的选择 1)主轴转速的确定 ①车外圆是主轴转速 主轴转速应根据允许的切削速度和工件的直径来选择。计算公式为:n=1000v/ITd。 ②车螺纹是主轴转速 在车削螺纹时,车床的主轴转速将受到螺纹的螺距P大小,驱动电机的升降频特性,以及螺纹插补运算速度等外种因素影响对于不同的数控系统,推荐不同的主轴转速选择范围。公式为N≤(1200/P)-K式中,P—被加工螺纹螺距,K—保险系数,一般取80. 2)进给速度的确定 进给速度是数控机床切削用量中的主要参数。 确定进给速度的原则: 当工件的质量要求能得到**时,为提高生产率,可选择较高的进给 速度,一般在100~200mm/min范围内选取。 再切断加工深孔或用高速钢刀具加工时,宜选择较低的进给速度,一 般在20~50mm/min范围内选取。 当加工精度,表面粗糙度要求较高时,进给量应选小一些,一般在 20~50mm/min范围内选取。 3)背吃刀量的选择 背吃刀量根据机床,工件,刀具的刚度来决定,在刚度允许的条件下 应尽可能使背吃刀等于工件的加工余量,这样就可以减少走刀次数,提高
生产率,为了保证加工表面质量,可以留少许加工余量,一般为0.2~0.5 mm。车削用量的具体规划如下:精车时,首先尽可能大的背吃刀量,其次 选择一个较大的进给量,最后确定一个合适的切削速度,精车时,加工表 面要求较高,加工余量不大且均匀,因此选择较小的背吃刀量和进给量。 刨削和铣削加工切削用量包括主轴转速(切削速度)进给速度,被吃刀量和侧吃刀量。切削用量的大小对切削力,切削功率,刀具磨损,加工质量和加工成品均有显着的影响。为了保证刀具的耐磨度,切削用量的选择方法是:先选择被吃刀量或侧吃到量,其次确定进给速度,最后确定切削速度。
济宁利兴精密机械制造有限公司专注于直线导轨/滑块,梯形丝杠/大型丝杠,花键轴/花键套等
词条
词条说明
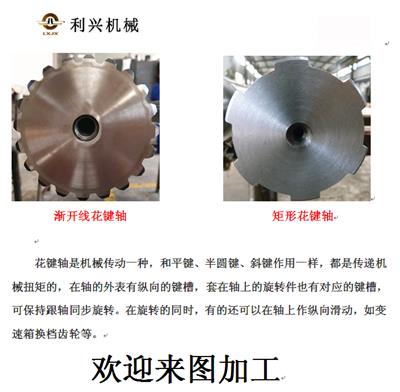
山东梯形丝杠与矩形丝杠的一般区别 梯形丝杠杆 梯形丝杆是一种具有 45° 导程角的不易于加工的滑动进给丝杠。其大导程角较适合于在低转速下实现快速往复进给 矩形丝杠 矩形丝杠是一种没有倒角的,矩形丝杆也是机床丝杆的一种,平面图形,矩形的四个角都是直角,同时矩形的对角线相等,而且矩形所在平面内任一点到其两对角线端点的距离的平方和相等。
丝杠锻造设备的选择 选定锻造设备的依据是锻件的材料、尺寸和质量,同时,还要适当考虑车间现有的设备条件。设备吨位太小,锻件内部锻不透,质量不好,生产率也低;设备吨位太大,不仅造成设备和动力的浪费,而且操作不便,不安全。 对于活塞杆周这类中小型锻件,一般采用锻锤,经查询选用型号为C41-400的空气锤。 丝杠加热温度及加热时间的确定 (1)可以通过查询计算机辅助工艺设计软件得到; (2)以经验公式确
矩形花键轴内花键的型式 矩形花键轴内花键的型式,常用的有四种: A型--花键占满孔的全长,即花键长l等于孔的全长L。 B型--花键位于孔的一端,即花键长l小于孔的全长L。 C型--花键位于孔的两端,花键长分为L1和L2两端,分布与孔的两端。 D型--花键长L分布在孔的中间部位。
梯形丝杠加工注意事项 1.材料必须是正规牌号的圆钢,否则工件表面易形成鳞刺等,铣刀易破损崩裂,滚花刀耗损迅速: 2.加工、装配时必须使滚花刀在槽内移动较轻松,又不致间隙太大,如果间隙过大,工作时滚刀轮倾斜,滚出的花纹不匀,本身也易损坏: 3.压板尽量将滚花刀全部封闭,以防切屑、杂物等溅入: 4.工作时切勿润滑冷却滚花刀,以防与之接近的硬质合金刀片受损: 5.先开动车床,让工件转动,再拧紧螺杆,防止
联系方式 联系我时,请告知来自八方资源网!
公司名: 济宁利兴精密机械制造有限公司
联系人: 全文文
电 话: 0537-3765587
手 机: 15264783836
微 信: 15264783836
地 址: 山东济宁兖州区济宁市高新区王因镇柳沟村
邮 编: 272103
网 址: jnlxjx.cn.b2b168.com
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 济宁利兴精密机械制造有限公司
联系人: 全文文
手 机: 15264783836
电 话: 0537-3765587
地 址: 山东济宁兖州区济宁市高新区王因镇柳沟村
邮 编: 272103
网 址: jnlxjx.cn.b2b168.com
- 相关企业
- 双瑜精密机械(苏州)有限公司
- 宝鸡恒瑞兴金属材料有限公司
- 绍兴星固机械配件有限公司
- 东莞市弘利鑫五金制品有限公司
- 昆山市安柏机械设备有限公司
- 佛山市溢信达机械有限公司
- 杭州临安红焱机械链条有限公司
- 句容市瑞特机械有限公司
- 博乐市邱氏车床加工厂
- 潍坊市坊子区宝龙机械加工厂
- 商家产品系列
- 产品推荐
- 资讯推荐


¥9.90




¥12699.00

¥10.00

¥150.00