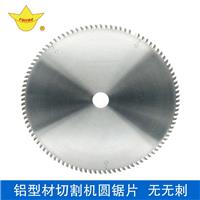
铝合金锯片表面不光滑该如何解决
- 时间:2018-12-25作者:昆山丰金锐刀具厂浏览:58
铝合金锯片表面不光滑该如何解决?如果细分析来,原因有很多,但是一下2个原因还是比较关键的; 一、切割设备的主轴精度比较低 一般精切的用户会对铝合金锯片的切割面要求比较高,但是用的切割设备主轴精度比较差。铝合金切割片在旋转的过程中,会偏摆比较大,导致切割面有纹路、刀痕印记。 丰金锐刀具厂的兄弟公司邓氏精密机械*生产的邓氏切铝机,主轴精度保证在1个丝以内,可以避免铝合金锯片切割面问题。 二、铝合金切割锯片平整度不达标 把铝合金锯片拿到正规厂家检测平整度,如果平整度不达标,一样会发生偏摆,进而产生切割面问题。
昆山丰金锐刀具厂专注于富士**薄锯片,切铝锯片,锯片修磨补齿等
词条
词条说明
客户来丰金锐修磨后又采购4片双头锯锯片。客户主要是做门窗行业的,家里有一台双头锯,需要配双头锯锯片。并且是今年刚上新的设备,之前的锯片都是设备厂家配的,用了一段时间需要修磨了。就寻思着在网上试试能不能找到锯片修磨厂家。 当问到锯片修磨交期的时候,陈经理说太慢了,磨下不就好了,为什么那么麻烦。看看丰金锐刀具厂的这个锯片修磨流程,想必你应该明白了。特别是前后角研磨,有些厂家都是不修磨的,而锯片如果需要
江苏有锯片修磨厂家吗?客户信任丰金锐刀具厂。客户在阿里巴巴找到丰金锐刀具厂的时候,业务员报了修磨锯片的价格,对比之前选择的锯片修磨供应商他嫌贵了。 这个我能理解,他们之前属于木工磨锯片方法,而我这边针对精切锯片采用的也是精磨的方法,不单是整平,还要研磨前后角及检测。使用放大镜检测其出尖率,达到标准后再次在机器上试切,确认没有问题后才会出厂。 客户听了我的一番话决定发过来几片修磨试试,毕竟信任基础
关于铝合金锯片齿数,你知道如何选择吗?铝合金锯片的齿数的选择,是根据所切割的材料来决定的,材料壁厚越厚,那么用的齿数就要越稀,材料壁厚越薄,用的齿数就要越密。 铝合金锯片齿数本该用80T,用户偏偏用120T 在前不久,来自苏州的唐小姐找到我们公司,她也是帮她的客户购买铝合金锯片,要求购买锯片型号405*30*3.2*120T。在询问过程中,了解到其实客户要切的材料壁厚有10mm,我司联系用80T
历经2年,南通客户订购富士牌大规格锯片。2016年的时候,南通江东***有限公司就来丰金锐刀具咨询大规格锯片了。主要是900mm、1100mm、1250mm外径的切割石墨锯片。但是在今年,客户才真正订购丰金锐大规格锯片。 时隔2年的跟踪和服务终于把这订单做下来了,还感谢我们的业务人员的,客户是咨询切石墨大规格锯片1250*10.7/7.0*120*72T 900*10.8/7.8*100*72T
联系方式 联系我时,请告知来自八方资源网!
公司名: 昆山丰金锐刀具厂
联系人: 丁经理
电 话: 133-8215-0255
手 机: 13405123167
微 信: 13405123167
地 址: 江苏苏州昆山市昆山市张浦镇俱巷路136号
邮 编:
相关推荐







相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 稷山县大博金金刚石工具有限公司
- 金点精密工具(东莞)有限公司
- 河南黄河旋风股份有限公司
- 南阳易顺达机械设备有限公司
- 深圳市精联数控刀具有限公司
- 深圳市精联数控刀具有限公司
- 瑞安市宝锐精密机械有限公司
- 山东瑞城机械制造有限公司
- 马鞍山市宇拓机械刀具厂
- 苏州宗悫新材料科技有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐

¥28.00
¥46000.00


¥5300.00





¥4200.00












