硬车加工淬火钢件的CBN刀粒
- 时间:2022-05-23作者:鑫建福五金(广东)有限公司浏览:195
所谓的淬火钢件就是经过淬火之后硬度在HRC50以上的钢件,如齿轮、轴承、丝杠、同步器、球笼等行业都比较常见。这次就重点从刀具材料,切削参数等方面介绍一下如何选择合适的CBN刀粒硬车加工淬火钢件。
硬车加工淬火钢件的CBN刀粒
1、硬车加工淬火钢件的刀粒材质选择规律
合理选择刀具材料,是硬车加工淬火钢件的重要条件。根据淬火钢件的切削特点,刀粒不仅要有高的硬度、耐磨性、耐热性,而且要有一定的强度和导热性。
(1)硬质合金刀粒:是目前应用广泛的刀具材质,是主流刀具。硬车加工淬火钢件的硬质合金刀具,应**选择加入适量TaC或NbC的**细微粒的硬质合金,如YM051、YM052、YN05、YN10、600、610、726、758、767、813等刀粒。
(2)氮化硅陶瓷刀粒:硬度**硬质合金刀具,耐热性可达1200℃~1300℃,在使用中可减少粘结和扩散磨损。不过陶瓷刀具由于脆性大,主要用于淬火钢件的连续切削加工中。
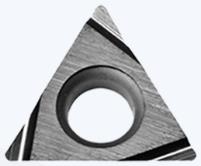
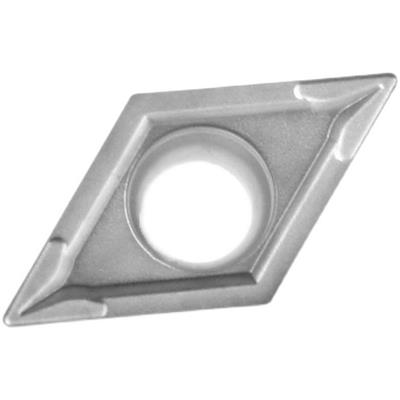
(3)CBN刀粒:CBN的硬度为HV8000~9000,导热性比较高,耐热性为1400℃~1500℃,非常适合淬火钢件的硬车加工,如BN-H05,BN-H10,BN-H21CBN刀粒是目前硬车加工淬火钢件的常见刀具,从连续-断续,粗加工-精加工一系列刀具均可加工。
CBN刀粒不仅可用于车削领域,同时还可用于铣削,镗孔,切槽等方式,可根据客户需求进行非标定制切槽刀,镗孔刀片和精密小镗刀等。
鑫建福五金(广东)有限公司专注于日本三菱,日本日立,注友刀粒等
词条
词条说明
高速钢高速钢是由W、Cr、Mo等合金元素组成的合金工具钢,具有较高的热稳定性,较高的强度和韧性,并有一定的硬度和耐磨性,因而适合于加工有色金属和各种金属材料,又由于高速钢有很好的加工工艺性,适合制造复杂的成形刀具,特别是粉沬冶金高速钢,具有各向异性的机械性能,减少了淬火变形,适合于制造精密与复杂的成形刀具。硬质合金硬质合金具有很高的硬度和耐磨性,切削性能比高速钢好,耐用度是高速钢的几倍至数十倍,但
今天让我们跟随数控刀头厂家的脚步来了解一下刀片是如何诞生的相关知识,希望小编的分享能够让您较好的认识数控刀片。 一、数控刀头——数控刀片的制作步骤: 1.配料 刀片的主要成分是不同配比的碳化钨和钴,原材料的较初形态是粉末。容器里盛装着配好的原料,它们将被用于生产不同的粉末。 2.制浆 在车间里,将
所谓的淬火钢件就是经过淬火之后硬度在HRC50以上的钢件,如齿轮、轴承、丝杠、同步器、球笼等行业都比较常见。这次就重点从刀具材料,切削参数等方面介绍一下如何选择合适的CBN刀粒硬车加工淬火钢件。硬车加工淬火钢件的CBN刀粒1、硬车加工淬火钢件的刀粒材质选择规律合理选择刀具材料,是硬车加工淬火钢件的重要条件。根据淬火钢件的切削特点,刀粒不仅要有高的硬度、耐磨
以车代磨硬车削新型工艺,在硬车淬火钢件领域是近几年慢慢流行应用起来的,硬车是指把淬火钢件的车削加工作为最后的精加工工序的工艺方法,因为传统的工艺最后一道工序是磨削淬火钢件,以保证工件的精度和表面光洁度,所以这种新型工艺也称为“以车代磨”。 硬车淬火钢件的刀粒材质选择 硬车淬火钢件
联系方式 联系我时,请告知来自八方资源网!
公司名: 鑫建福五金(广东)有限公司
联系人: 林小姐
电 话:
手 机: 13318606616
微 信: 13318606616
地 址: 广东东莞长安镇安路96号莞升工业城二期1栋17-18号
邮 编:
网 址: kf8133d.b2b168.com
相关推荐




相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 鑫建福五金(广东)有限公司
联系人: 林小姐
手 机: 13318606616
电 话:
地 址: 广东东莞长安镇安路96号莞升工业城二期1栋17-18号
邮 编:
网 址: kf8133d.b2b168.com
- 相关企业
- 上海勇逸弯管有限公司
- 佛山市成羿五金制品厂(普通合伙)
- 纳加霍里科技(上海)有限公司
- 东阿县华信钢球有限公司
- 北京涉成华阳科技有限公司
- 深圳飞捷创光电技术有限公司
- 河北易信建筑器材有限公司
- 东莞市旭峰磁铁制品有限公司
- 深圳市鑫昊鹏科技有限公司
- 浙江鑫方盛电子商务有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐



¥200.00





¥0.05



¥218.00

¥1900.00











