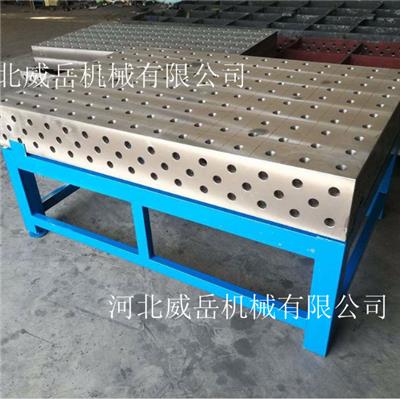
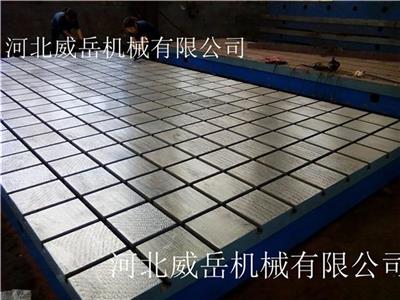
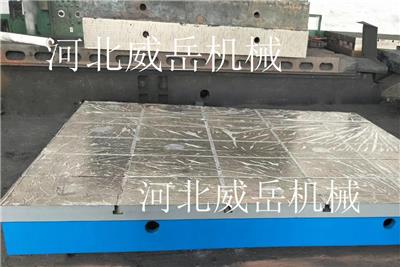
怎样才能确保质量**群的铸铁焊接平台砂型的制造质量?
- 时间:2020-05-05作者:河北威岳机械有限公司浏览:102
铸铁焊接平台砂型的制造质量涉及产生夹砂的“临界时间”。如何精细地造型,提&高砂型的整体强度,是防&止夹砂的关键。 工具/原料:铸铁焊接平台型砂 HT250灰铸铁 确保铸铁焊接平台砂型的制造质量方法和步骤 1、舂砂要紧实和均匀 砂型应舂得紧实均匀,避免局部过紧和分层。铸铁焊接平台湿型不要求过高的紧实度,而表干型和下型应有足够的紧实度。大型铸铁件防&止夹砂的经验是: “人工用直径10-15 mm粗的钢钎都无法插进砂型”。由此可见防&止夹砂要注重砂型的刚性当然增加砂型紧实度会影响砂型排气,与之相应的重要手段是多扎气眼, 并尽可能接近砂型表层造型时要注意砂箱的箱带和挂钩不能离型面太近,芯骨也不能距砂芯表面过近,因为会引起舂砂不均舂砂时首层填砂不可过薄,特别是在模型表层木板较薄时,木板的弹性会使砂型分层。刮板的造型操作要特别小心, 以墁刀削砂成型为主,刮板刮砂时不能过分用力, 以免使砂型分层。 2、细心修型和上好涂料 修型时不能过度地修磨砂型, 这样易把水分引到砂型表面,形成硬块且与本体分离。砂型损坏之处要划毛后修补,不宜刷水过多。浇口附近、凸台边缘、大平面及铁水断续流经的部位应插钉加固。插钉呈梅花状,使砂型有一个整体的强度。涂料是砂型的保护层,要上好。修型后宜让砂型阴干一段时间再上涂料,以利涂料的渗透。涂料较好刷两遍,**遍上浓涂料,并用墁刀压一遍,*二遗上较稀一点的涂料。 3、控制烘干范围 砂型干燥不好也容易产生夹砂,为此砂型应有正确的烘干范围。干燥炉开始不能升温过快,否则会使砂型外层存在较大的温度差,以致开裂。保温要有充裕的时间,以确保砂型烘干透彻。配箱后应尽快浇注, 以免返潮。 河北威岳始终将客户的利益放在前面,深知我们的成功取决于您的成功与发展,并把这一理念贯穿于本公司从设计到售后服务的每一个环节,使我们的产品能够帮助客户提&高公司效益,降低成本。我们的销售和设计人员会仔细聆听您的要求和需要,根据您的要求和需要进行设计和制造,帮助您获得满意的产品。 咨询服务热线400-7659868 0317-2081839 0317-2081836 官方网址/ 联系人 柏女士 15632782238 竭诚为您服务!
河北威岳机械有限公司专注于铸铁平板平台,划线平台,检验平台等
词条
词条说明
铸铁焊接平台的保养以及检验方法及步骤? 铸铁焊接平台,T型槽焊接平板焊接基础平板 焊接基础平台。还有一种新型焊接平台三维柔性焊接平台,工作台主面和侧面均有工作面,五个工作面上分别安装定位件,也可以分别向五个方向延伸组成更大的基准台面。那么铸铁焊接平台具体是怎样保养的呢? 铸铁焊接平台保养四大常识问题: 铸铁焊接平台的保养小常识由泊头金瑞机床厂为您解答:铸铁焊接平台上面加工有T型槽,主要用于固定工件
电机试验平台在使用中应注意哪些事项? 电机试验平台简介及用途:试验平台在检定或精密测试中一般用作基准定位面。试验平台适用于以涂色法实验工件表面平面度,或作为实验工作的辅助工具。实验平台刚度指标规定试验平台工作面*每施工250N(1N=0.102kgf)载荷,平板挠度应不**过1 m。试验时,各级平板的挠度值应不**过00级平板平面度公差值的一半。 电机试验平台时要充分考虑电机试验平台的动载和静载负荷
生活中大家在购买或者使用铸铁T型槽平台时候可能只是大概知道铸铁T型平台的作用和使用方法具体的特点和优点可能不太了解,下面让我来给大家介绍一下铸铁T型槽平台有哪些优点和特点,给您在使用上或者购买上能带来帮助。 ①T型槽平台工作面不得有严重影响外观和使用的砂孔、气孔、裂纹、缩松、划痕、碰伤、锈点等缺陷。 ②T型槽平台的表面应清除型砂且平整,涂漆牢固。 ③精度等级为0级-3级的T型槽平台工作面上,直径
消费者以什么样的标准才能挑选到更加优质的铸铁装配平台? 现如今,随着铸铁装配平台的应用如此广泛,作用如此关键,因此企业在采购时才更加细心谨慎,怎样在多样性的品牌、类型和材质的铸铁装配平台当中找到适合自己的选择,成为困扰大家的一大难题。因此,了解选购铸铁装配平台的衡量标注和条件至关重要。下面就让威岳小编带着大家从广大消费者自身需求的立场和角度出发,对于如何选购铸铁装配平台进行全面的了解。 首先,选购
联系方式 联系我时,请告知来自八方资源网!
公司名: 河北威岳机械有限公司
联系人: 牛雪
电 话: 0317-2081839
手 机: 15632782238
微 信: 15632782238
地 址: 河北沧州泊头市新华西路
邮 编:
相关推荐




相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 苏州斯托茨机电设备有限公司
- 长沙优研精密机械有限公司
- 泊头尚氏非标量具有限公司
- 哈尔滨市和平计量工具厂
- 连江县村镇测量规划设计室
- 瑞莱克斯精密工具(东莞)有限公司
- 河北威岳机械有限公司
- 泊头市光信量具制造有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐



¥20.00



¥20.00


¥7980.00

¥34500.00

¥23.00

¥2700.00









