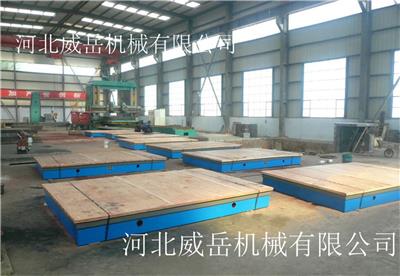
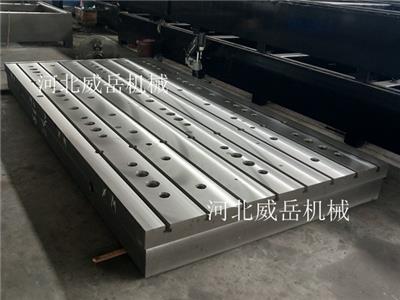
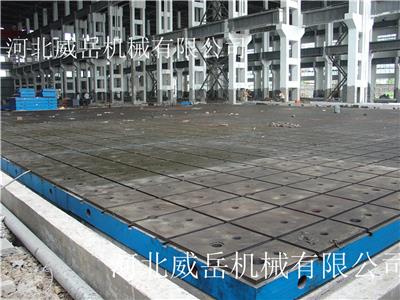
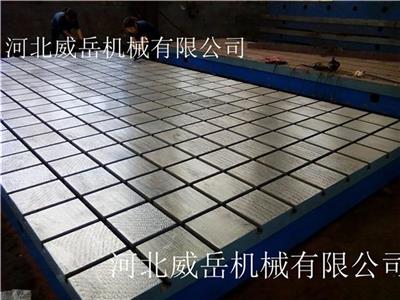
山东铸铁焊接平台浇注时候应注意哪些事项?
- 时间:2020-07-01作者:河北威岳机械有限公司浏览:127
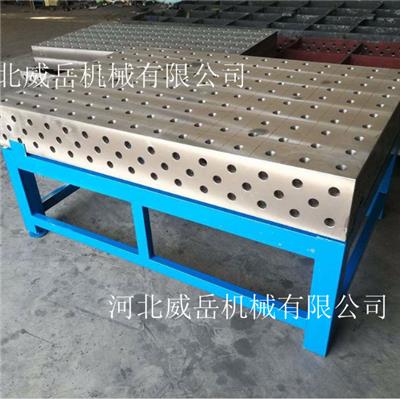
铸铁焊接平台布线布点直接影响着平面度数据处理的复杂性及平面度误差测量准备度。从数据统计的观点看,想要 比较合理可靠的测量结果,在数据处理时应尽量充分利用测点提供的测量数据,而这些测量数据 反映客观实际。同时测量截面与测点的分布需与评定平面度误差的原则相适应,当与评定原则不符时,则应考虑便于对测量结果进行基面变换。 铸铁焊接平台浇注时候应该注意几点: 1、对于具有大面积的薄壁部分放在铸型的下部,同时尽量使薄壁立着或倾斜着浇注,这样有利于金属的充填。它将划线铸铁平台大面积的薄壁部分放在铸件的下面,使这部分能在较高的金属液压力下充满铸型,防止浇不足。 2、应将划线铸铁平台上质量要求高的表面或主要的加工面,放在铸型的下面。如果做不到,可将该表面置于铸型的侧面或倾斜放置进行浇注。 3、对于一些需要补缩的划线铸铁平台,应把截面较厚的部分放在铸型的上部或侧面。这样便于在划线铸铁平台的厚壁处放置冒口,造成良好的顺序凝固,有利于划线铸铁平台补缩。 4、对于带有泥芯的划线铸铁平台,应使泥芯能放置牢固并在合箱时便于检验。由于泥芯较长,刚度不够,在金属液的浮力作用下,泥芯产生弯曲变形。若改为立浇,就可以避免上述不良情况的产生。 铸铁焊接平台表面的加工精度是靠刮研技术来完成的,刮研 对振动实验平台使用寿命的影响是不可忽略的。有了焊接平台的刮研技术后,能很好的对焊接平台表面的精度进行进一步的控制,为了提高焊接平台的使用寿命,保证其工作精度,建议对刮研 或控制在0.02mm以上,这样可保证振动实验平台有较长的使用寿命和检定周期。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。振动实验平台表面应 型砂、且表面平整,涂漆牢固,各棱边应修钝。刮研技术是用人工的方式修正焊接平台表面的形状、粗糙度等,在机床的导轨、拖板等相关部位都是用刮研技术来完成精度加工而成的。焊接平台的使用寿命相对来说是比较长的,只要采取正确的保护和防护措施,划线平台工作面的精度可以保持在两年以上。只要在焊接平台的使用过程中注意不要在潮湿或者有腐蚀性物质、过高或者过低的温度中进行加工操作,这样才能 的保护焊接平台,提高使用寿命,保证工作质量。 我公司始终将客户的利益放在前面,深知我们的成功取决于您的成功与发展,并把这一理念贯穿于本公司从设计到售后服务的每一个环节,使我们的产品能够帮助客户提 高公司效益,降低成本。我们的销售和设计人员会仔细聆听您的要求和需要,根据您的要求和需要进行设计和制造,帮助您获得满意的产品。
河北威岳机械有限公司专注于铸铁平板平台,划线平台,检验平台等
词条
词条说明
铸铁焊接平台铸造有缺陷应该怎么办? 铸铁焊接平台工作面的平面度是衡量铸铁平板质量的主要精度指标。使用的工作面也要经过严格的检验。一般检验流程是工作面平整光滑,不可有划痕、碰伤、锈迹、及其他影响使用的外观缺陷。 铸铁焊接平台、T型槽铸铁焊接平台、工装铸铁焊接平台、铸铁铆焊平台铸造有缺陷相信是很多铸造企业头疼的问题,下面威岳小编根据技术人员多年的铸铁平台、铁地板、机床铸件生产经验详细介绍怎样预防铸铁焊
铸铁焊接平台的保养以及检验方法及步骤? 铸铁焊接平台,T型槽焊接平板焊接基础平板 焊接基础平台。还有一种新型焊接平台三维柔性焊接平台,工作台主面和侧面均有工作面,五个工作面上分别安装定位件,也可以分别向五个方向延伸组成更大的基准台面。那么铸铁焊接平台具体是怎样保养的呢? 铸铁焊接平台保养四大常识问题: 铸铁焊接平台的保养小常识由泊头金瑞机床厂为您解答:铸铁焊接平台上面加工有T型槽,主要用于固定工件
T型槽试验平台的用途主要是固定试验设备使用,比如电机振动试验、发动机磨合试验等,T型槽试验平台材质为HT250高强度铸铁,工作面硬度为HB170-240,规格型号为500×600mm到4000×9000mm之间的任何规格,根据用户需要加工定制。T型槽试验平台在生产时严格按照国标进行生产,不放过任何一个小细节,做到每一步都精益求精,力求**。 T型槽试验平台的是如何成为行业内的**者呢? 这完全归功
很多客户在咨询铸铁T型槽平台时,不能提供需要平台的具体参数,导致技术部不能及时为客户提供合适,优质量且优惠的产品。为了方便客户需求,在这里我为客户准备了一个图纸里面标明了所需要的数据。以后如果有需要订购T型槽平台或系列产品时,可按下面图中标明的几项提供数据。 铸铁T型槽平台生产前需要知道的数据: 1. 平台的规格 2. 槽开口的大小(根据使用的螺栓大小设计,槽都是标准的) 3. 开槽的数量 4.
联系方式 联系我时,请告知来自八方资源网!
公司名: 河北威岳机械有限公司
联系人: 牛雪
电 话: 0317-2081839
手 机: 15632782238
微 信: 15632782238
地 址: 河北沧州泊头市新华西路
邮 编:
相关推荐



相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 苏州斯托茨机电设备有限公司
- 长沙优研精密机械有限公司
- 泊头尚氏非标量具有限公司
- 哈尔滨市和平计量工具厂
- 连江县村镇测量规划设计室
- 瑞莱克斯精密工具(东莞)有限公司
- 河北威岳机械有限公司
- 泊头市光信量具制造有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐



¥20.00



¥20.00

¥7980.00

¥34500.00

¥23.00

¥2700.00










