盾构机驱动外壳修复部位残余应力测试方法
- 时间:2023-06-20作者:南京聚航科技有限公司浏览:30
盾构机是隧道挖掘**大型**设备,广泛用于铁路、公路、**以及水电等隧道工程。盾构机一般由盾构壳、刀盘、人舱、螺旋输送机、皮带机、管片安装机、管片小车和后配套拖车等装置组成。盾构机驱动外壳起着支撑刀盘的作用,与之配合的是密封圈。在盾构机工作挖掘过程中,由于外力的作用使沙石泥土等进入密封圈,导致密封圈与驱动外壳密封位摩擦磨损。磨损量达到一定程度会导致盾构机瘫痪。
某公司对某型号盾构机驱动外壳密封位磨损进行修复,修复的盾构机驱动外壳密封位为四道密封全部磨损,磨损较深处达7mm,宽度95mm,长度约9200mm,采用热焊的方式进行尺寸恢复。焊接必然会产生残余应力,残余应力会影响工件的强度和使用寿命。为了了解盾构机驱动外壳修复部位残余应力的分布,就需要对修复部位进行残余应力测试。
焊接残余应力的危害
焊接热源对构件的不均匀加热、冷却以及由加热和冷却而产生的不均匀塑性流动,使构件在焊后形成不均匀弹塑性应变的分布,这是产生焊接残余应力和变形的内在原因。残余应力的存在,一方面会降低工件的强度,造成变形和开裂等工艺缺陷;另一方面又会在自然释放过程中降低材料的疲劳强度,从而造成使用中出现问题。因此,在施焊前必须综合考虑残余应力的影响,了解残余应力分布情况。
残余应力测试方法及仪器
目前,残余应力测试方法主要**械法和物理检测法两种。机械法包括盲孔法、环芯法、切槽法等,机械法需释放应力,需要对工件局部分离或者分割,从而会对工件造成一定的损伤。目前,盲孔法是现场测试中广泛应用的方法之一,破坏性小,工艺简单。物理检测法主要有x射线、磁测法等,这些方法均属于无损检测,对工件不会造成破坏。
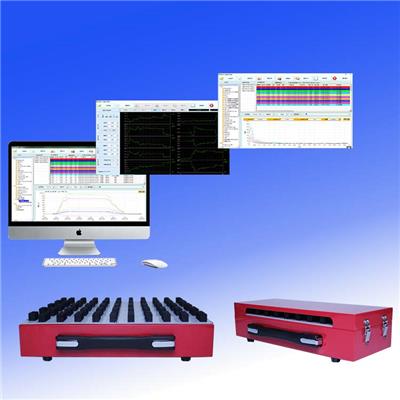
本次采用盲孔法测试盾构机驱动外壳修复部位的残余应力。钻孔直径1.5mm,深度为1.5mm。设备采用聚航科技生产的JHMK残余应力测试系统,由JHYC静态应变仪和JHZK钻孔装置组成,仪器精度高,测量结果准确。
残余应力测试结果及分析
测试部位在盾构机外圈内径,残余应力测试结果如下,其中εx、εy、ε45分别为应变花对应x轴、y轴以及45°方向的应变栅中测出的应变量,σ1和σ2分别为测点的**和*二主应力,θ为**主应力与x轴的夹角,表中+表示拉应力,-表示压应力。
测量部位 | 工序 | εx/μm | εy/μm | ε45/μm | σ1/MPa | σ2/MPa | Θ(°) |
盾构机驱动外壳修复处 | 修复前 | +58.09 | -30.09 | -72.09 | +211 | -111 | +9.8 |
修复后 | -84.00 | +15.38 | +107.09 | +141 | -305 | +2.3 |
分析试验结果,可以看出
1. 盾构机驱动外壳磨损处的原始残余应力沿周向为较大的拉应力,径向为压应力。
2. 盾构机驱动外壳磨损处修复处理后的残余应力均比原始磨损处的残余应力低。
南京聚航科技有限公司专注于应变仪,残余应力检测仪,残余应力消除设备等
词条
词条说明
近几年,应变电测法在内燃机和汽车零部件结构强度的研究中得到了广泛应用,例如,可以实测内燃机连杆、曲轴、机体等零部件的静态应力及动态应力;测量汽车各零部件的静应力或随车实测各种零部件的动态应力,分析其结构强度。但是,该方法贴片工艺要求较高;在强磁场或强电场干扰的环境中使用时,必须采用较好的屏蔽措施。本文采用应变电测法对试航中的低速大型船用柴油机中间轴进行应力应变测试,计算出柴油机的输出功率。船用发动
盾构是开发地下空间的重要施工装备,刀盘是盾构的主要工作部件,其结构强度是关系到盾构开挖效率、使用寿命、运行成本以及安全可靠性的关键之一。在刀盘的焊接过程中,产生焊接应力与焊接变形根本原因是结构件在焊接中经受了不均匀的加热与冷却。焊接残余应力的存在,对刀盘的强度、疲劳寿命,结构变形等方面都是不利的。已有研究发现,刀盘本体结构内部在焊接等工艺流程引入的残余应力水平是影响刀盘结构强度的重要因素。这就要求
铸件在凝固和冷却过程中,由于铁水自重的影响,以及各部位冷却条件和尺寸不同而引起温度和体积变化的差异,使各个部位由塑性状态转变到弹性状态先后不一,互相牵制,形成残余应力。残余应力会引起铸件翘曲变形,甚至开裂;或在机械加工和长期使用中应力重新分布,造成变形和尺寸精度的损失。为此,对于重要的灰口铸件,特别是机床铸件和精密仪器零件,需要进行低温退火以消除残余应力,保持零件尺寸稳定。本文主要是对铸造箱体进行
盲孔残余应力测试方法是工程构件应力分析中常用的数据采集方法之一,由于具有操作简便、测量可靠性高、对构件损伤程度小等特点。广泛应用于构件及焊接残余应力测试中。在盲孔法残余应力测试中,应变片的粘贴质量将直接影响测试结果的可靠性和准确性。本文将以大口径油气输送管残余应力检测为例,对盲孔法测残余应力过程中电阻应变片的粘贴工艺进行介绍。测试仪器测试管件:φ1219*18.4mm大口径厚壁X80钢管电阻应变片
联系方式 联系我时,请告知来自八方资源网!
公司名: 南京聚航科技有限公司
联系人: 郝工
电 话: 18151922896
手 机: 15312992896
微 信: 15312992896
地 址: 江苏南京秦淮区光华路156号星展大厦
邮 编:
网 址: jhvsr1.b2b168.com


相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 南京聚航科技有限公司
联系人: 郝工
手 机: 15312992896
电 话: 18151922896
地 址: 江苏南京秦淮区光华路156号星展大厦
邮 编:
网 址: jhvsr1.b2b168.com
- 相关企业
- 江苏青锦电子科技发展有限公司
- 四川新行标电子科技有限公司
- 深圳典测科技有限公司
- 西安思畅智能科技有限公司
- 全新电科技(深圳)有限公司
- 深圳市创新达自动化设备有限公司
- 深圳市冈野测试设备有限公司
- 深圳市安硕科技有限公司
- 深圳市振华测试设备有限公司
- 深圳市全华电子有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐


¥6666.00


¥345.00




¥320.00


¥250000.00











