水冷炉口振动时效工艺应用
- 时间:2024-03-06作者:南京聚航科技有限公司浏览:88
水冷炉口内嵌铸蛇形无缝钢管,在浇注过程中,由于高温铁水的作用,蛇形管会发生蠕变。冷却时,由于蛇形管比液态铁水收缩值大,使炉口内产生较大的内应力。同时,为防止蛇形管被铁水熔化击穿,采取了向蛇形管内通入氮气强制冷却的措施。这样,靠近蛇形管的铁水比远离蛇形管的铁水冷却速度加快,造成内部应力不均。
因此,水冷炉口铸件降低和均化残余应力工序是必要的。过去一直采用热时效的方法进行去应力处理。但热时效耗费大量的人力物力、经济成本大,所以引进了新工艺振动时效。本文主要是阐述了振动时效工艺在水冷炉口上的应用。
振动时效工艺制定
激振设备
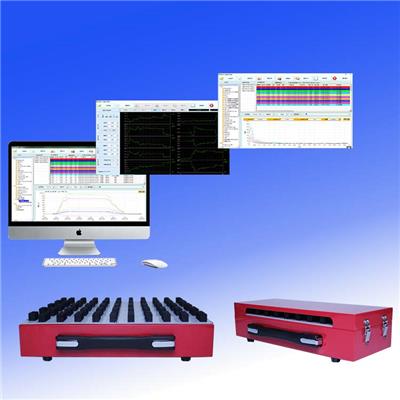
设备采用南京聚航科技有限公司的JH-200A液晶全自动振动时效设备,具有残余应力动态跟踪功能,全自动科学选择振动频率、时效时间等工序。一键式操作,使用简单方便。高亮度真彩液晶屏显示数据,全中文在线打印时效参数和效果。
炉口振动点和支撑点的确定
按照振动装置使用说明书多次试验确定弹性材料支撑垫的位置。三个橡胶垫按120°均布,可使工件产生共振。在时效过程中,**次扫描时即有共振峰出现,说明支撑垫位置是合适的。当工件与激振器发生共振时,采用撒砂法来确定传感器的安放位置。资料显示传感器放在工件波峰处效果较佳,通过试验,在相邻的两支撑点中间,寻找到了炉口的波峰。需要指出的是:传感器的安装位置必须在激振器位置确定后才能寻找。而激振器的安装则须根据工件的具体情况确定。
激振力的确定
激振力的确定很重要,因为它决定了动应力的大小。实验证明,在一定范围内动应力越大,被处理工件产生的应变释放量也越大,消除应力的效果就越好。可过大的动应力有可能造成工件的损伤或降低疲劳寿命。因此,在GB/T25713-2010标准中以工作应力来确定动应力。即动应力σ动=(1/3~2/3)σ工作。铸铁件振动时效时的较佳动应力为2.3MPa-3.5MPa。它是通过调节激振力,即改变激振器的偏心环的偏心距实现的。对于重10t的水冷炉口,偏心距宜选择0.38。在此条件下,用动态电阻应变仪可测出工件中的动应力。
振动时效实施和效果
5号炉口振动时效曲线可以看出炉口振后曲线左移,符合GB/T25713-2010标准*4条振动时效工艺效果评定方法的相关规定,说明达到振动时效工艺效果,应力得到降低和均化。
结论
1. 振动时效处理转炉水冷炉口,完全可代替热时效,在稳定尺寸精度之外的热疲劳领域也大有作为。
2. 振动时效不改变构件铸态组织,能强化金属基体,使应力得到彻底的释放和均化,并能提高热疲劳寿命38.4%。
3. 比热时效降低能耗98%以上。
南京聚航科技有限公司专注于应变仪,残余应力检测仪,残余应力消除设备等
词条
词条说明
长期以来,煤矿机械中大量的焊接件、锻件及铸件在加工过程中均需进行去应力退火,即热时效处理,其主要目的是降低残余应力,减小变形,避免开裂。这种方法虽然可以消除大量的残余应力,但也有许多不足之处,不仅周期长、成本高、污染大。而且,由于处理质量可控性差,处理后还会产生缺陷。因此,厂家一直在探索更高效、节能的方式来代替热时效。振动时效就是其中的一种。振动时效处理过程一般来说,当工件进行振动时效处理时,具体
槽罐为金属焊接构件,其中主要的分解槽是由不同厚度的Q345钢板焊接而成,其板厚度δ为8-50mm,分解槽尺寸为Φ14*30m,重量达260t,根据设计要求,焊后必须进行残余应力消除。目前,焊缝消除应力有热时效处理、自然时效、振动时效等方法。热时效工程量较大、工期长、成本高、能源消耗量大,而且工艺要求严格。振动时效方法只需消耗很少电量、效率高、成本低。经过对各种时效处理方法、方案实施、施工工期和经济
铝合金工件生产过程一般经过压铸、机加工等多道工序,每道工序都有可能产生残余应力。为了确保产品的可靠性和安全性,一般会进行热时效工艺消除应力。本文主要是对铝合金工件进行残余应力检测,用以验证不同工艺效果,改进生产工艺,确保产品性能。试验仪器残余应力测试方法有很多,盲孔法是常用的方法之一,有操作简单,适用范围广,不受材料形状限制等优点,本次就是采用盲孔法检测铝合金残余应力。仪器采用南京聚航科技有限公司
装载机的三大结构件为前车架、后车架和动臂,焊接后进行机械加工,由于焊接残余应力的影响,机械加工后,构件尺寸精度不稳定,影响构件的质量。因此,有必要进行消除残余应力以提高构件尺寸稳定性。振动时效设备投资少,可在加工现场进行,处理时间短,能量消耗少,工艺简单,且无环境污染,相对来说比较理想。于是,公司决定采用振动时效技术,并通过实验验证振动消除应力的效果。振动时效工作原理采用激振器振动的方式,使被时效
联系方式 联系我时,请告知来自八方资源网!
公司名: 南京聚航科技有限公司
联系人: 郝工
电 话: 18151922896
手 机: 15312992896
微 信: 15312992896
地 址: 江苏南京秦淮区光华路156号星展大厦
邮 编:
网 址: jhvsr1.b2b168.com


相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 南京聚航科技有限公司
联系人: 郝工
手 机: 15312992896
电 话: 18151922896
地 址: 江苏南京秦淮区光华路156号星展大厦
邮 编:
网 址: jhvsr1.b2b168.com
- 相关企业
- 江苏青锦电子科技发展有限公司
- 四川新行标电子科技有限公司
- 深圳典测科技有限公司
- 西安思畅智能科技有限公司
- 全新电科技(深圳)有限公司
- 深圳市创新达自动化设备有限公司
- 深圳市冈野测试设备有限公司
- 深圳市安硕科技有限公司
- 深圳市振华测试设备有限公司
- 深圳市全华电子有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐


¥6666.00


¥345.00




¥320.00


¥250000.00











