冶金机械产品振动时效技术应用
- 时间:2024-04-19作者:南京聚航科技有限公司浏览:24
某公司是一家专业机械制造厂,主要加工制造冶金行业焊接钢结构件及各类配套机械产品,每年承接钢结构件约4000吨。通常采用热时效工艺消除焊接结构件的残余应力,但公司退火炉炉膛尺寸过小,不能完全满足大型焊接件的热时效处理需要,且热时效工艺难以控制,成本较高,每吨处理费用一千元。经研究分析,公司决定采用振动时效工艺。
工件情况及设备介绍
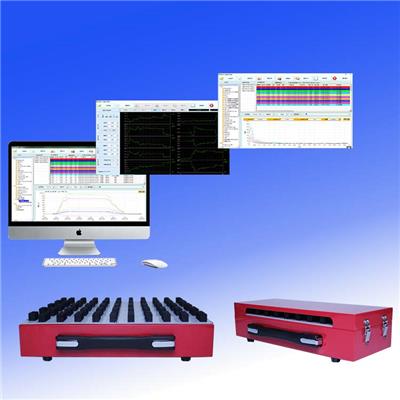
设备采用聚航科技JH-600A交流振动时效设备,采用高速变频伺服电机,激振力大、寿命长、时效效果好。
中间罐体是钢铁厂冶炼常用备件,重量为22吨,外形尺寸5897*1685*1200mm。该工件需承重60吨,其各部焊缝焊脚尺寸较大,四周各支撑耳轴焊后要求同轴误差<3mm,工件各截面主要焊缝均存在较大焊接应力。
振动时效工艺
工艺方案分析
其结构较形式综合了方箱体与梁形体的特点,且重量较重,为使振动时工件各面能获得足够大的动应力,在支撑点设置上采用三点固定支撑,激振器安装位置按“垂直平分线法”设置,激振器因设在远离支点的波峰处,其偏心轮旋转面平行于支点的平面,使工件上下两面呈剪切运动的共振,对工件垂直面及上下平面焊缝均能产生较大动应力,加速度传感器放置在边长较长的一边,以获得高的振动信号。
振动工艺采取多点、多频施振。以多点施振的变换激点位置,在振动过程中,每个截面通过不同振型产生大振幅的亚共振;多频施振在同一激振状态下,采用不同频率进行振动,以确保工件在高频、低频振动后残余应力完全趋于平衡状态,较终取得较佳振动效果。
工艺实施和操作
将工件按工艺方案支撑后,安装设备并将激振器偏心角调至20°,设备进行振前自动扫描确定共振频,转速上升至约3500r/min后,加速度78m/s2出现共振峰,后加速度曲线出现不规则状态,调整偏心角至30°,支点向工件中心内移,转速升至2609r/min,出现共振峰,完成振前扫描,进入亚共振状态,振动中通过撒沙法观察,沙子聚集形状符合弯振型形状,转速稳定在2590r/min左右,振动35min后,系统自动进行振后处理,打印出处理曲线图。从图上显示的工艺数据及振后曲线较振前曲线明显右移,符合振动时效国家标准的曲线检测法。然后根据工艺方案依次进行多频、多点振动。
应注意的几个问题
1. 发生强迫共振:随着振动频率的升高,电机电流一直上升无下降趋势,这时即发生了强迫共振,这种现象一般是由被振工件的重量太小而刚性又太大所导致。
2. 找不到共振区:在扫频过程中发现随着频率的升高,电枢电流也缓慢增加,但是电流并不大,直到扫频结束加速度始终在增加并很小,这种现象一般都是由于工件的固有频率**出设备的控制频率范围。
如果发生以上情况,可以通过实验的方法解决。反复改变激振力和支撑点以及激振器的装卡位置;采用悬臂的方法(将工件一端固定,激振器装卡在另一端的方法),采用组合振动法(将多个工件刚性连接在一起可以降低工件的固有频率)。
结论
在钢结构焊接件、铸件及机械加工件上应用振动时效工艺处理后,工件应力平均可下降50%-70%,符合振动时效国家标准,可达到时效目的。
振动时效技术可替代热时效工艺,操作简单,可节约大量生产成本,减少污染,缩短处理周期。
南京聚航科技有限公司专注于应变仪,残余应力检测仪,残余应力消除设备等
词条
词条说明
某厂是机床铸件的生产厂家,以往对铸件时效处理多采用热时效,但由于其成本高,生产周期长,加热温度难以控制等因素,影响了生产成本和生产进度,并难以保证时效质量。因此引进了消除应力新工艺——振动时效,以改善铸件的时效状况。 设备选购 设备选购了南京聚航科技有限公司的JH-600A智能频谱交流振动时效设备,设备采用的是高速变频伺服电机,激振力大,效果好,适合刚性工件时效。控制软件带有残余应力动态跟踪功能,
电阻应变测量是电测技术的一种,它通过在被测物体表面粘贴电阻应变片或传感器来测量物体在外力作用下所产生应变值大小的一种测量方法,它由电阻应变片、应变测量仪以及导线组成一个基本测量系统,通过对应变值测量、计算和分析得到物体所发生的变形、应力状态、扭矩等参数。工程实践中,电阻应变测量广泛应用于生产控制、质量检查、工艺研究等方面。本文以某大桥55mT梁的张拉监控为例,介绍了电阻应变测量方法及数据的处理。大
在进行产品结构强度设计时,由于结构形状和实际载荷条件的复杂性,采用常规的力学理论很难进行准确合理的计算分析。近年来,有限元分析技术在产品设计工作中得到了广泛的应用,但其成本很高,又不能完全满足要求。因为假设的简化条件与实际情况有出入,特别是对铸造件,其内部不可避免存在气孔、缩松等缺陷,材料的连续性遭到破坏,应力分布与理想状态相差甚远,如仍用有限元分析计算会产生较大的误差;因此,用实验方法验证设计计
风机叶轮在制造过程中,由于焊接和机械加工等原因会产生较大的残余应力。残余应力的存在不仅会降低叶轮的强度和疲劳寿命,加速应力腐蚀,还会降低叶轮的尺寸稳定性和断裂韧性。随着时间的推移,叶轮甚至会发生变形或开裂。因此,对于一些刚性较大的叶轮要进行消除应力处理。过去消除叶轮焊后残余应力均采用热处理方法,这种方法虽然很大程度上降低了应力,但热处理炉投资大、处理周期长、耗能费用高。所以风机叶轮制造商急需寻找其
联系方式 联系我时,请告知来自八方资源网!
公司名: 南京聚航科技有限公司
联系人: 郝工
电 话: 18151922896
手 机: 15312992896
微 信: 15312992896
地 址: 江苏南京秦淮区光华路156号星展大厦
邮 编:
网 址: jhvsr1.b2b168.com


相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 南京聚航科技有限公司
联系人: 郝工
手 机: 15312992896
电 话: 18151922896
地 址: 江苏南京秦淮区光华路156号星展大厦
邮 编:
网 址: jhvsr1.b2b168.com
- 相关企业
- 江苏青锦电子科技发展有限公司
- 四川新行标电子科技有限公司
- 深圳典测科技有限公司
- 西安思畅智能科技有限公司
- 全新电科技(深圳)有限公司
- 深圳市创新达自动化设备有限公司
- 深圳市冈野测试设备有限公司
- 深圳市安硕科技有限公司
- 深圳市振华测试设备有限公司
- 深圳市全华电子有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐


¥6666.00


¥345.00




¥320.00


¥250000.00











