法兰轴承残余应力测试试验
- 时间:2024-09-19作者:南京聚航科技有限公司浏览:5
法兰轴承的生产一般经过铸造、调质、机加工等多道工序,每道工序都有可能产生残余应力。为了保证产品的可靠性和安全性,需要对不同加工工序后的残余应力进行检测,用以验证工艺,改进工艺,确保产品的性能。
残余应力测试方法有很多种,由于法兰轴承工件外形各式各样,结构复杂,因此选择盲孔法测残余应力。以下为某型法兰轴承残余应力测试的过程:
试验仪器
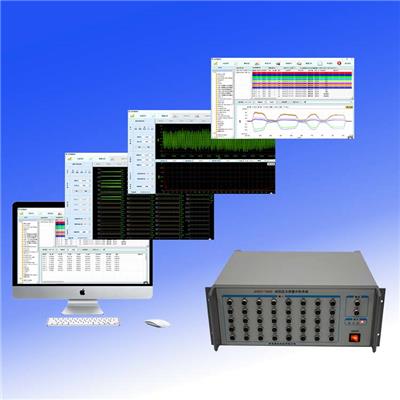
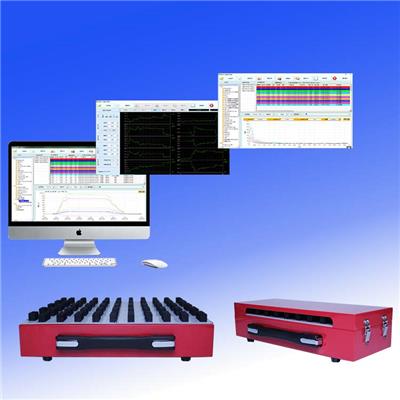
试验仪器:采用南京聚航科技的JHMK多点残余应力测量系统,由JHYC静态应变仪和JHZK钻孔装置组成。多点测量,实时显示应力应变数值,实时录屏录像功能,自动实时生成应力应变释放曲线,测量曲线和视频回放功能,自动生成分布曲线和三维分布图,一键生成测量报告。
试验依据:《GBT 31310-2014 金属材料 残余应力测定 钻孔应变法》
测试方案
(1)测点位置选取
应变测试点的选取原则应遵循以下几点:1.理论计算的高应力区和实际发生开裂的部位;2进一步优化设计关注的部位。根据选取原则,不同批次的法兰轴承各选3个测点进行测试,在外圆呈120度分布,全部采用三轴应变花。
(2)应变片粘贴及连接:将各个测点位置进行打磨清洁,粘贴应变片及接线端子。
(3)线缆连接:完成贴片后,将应变片接入JHYC静态应变仪,查看数据。
(4)钻孔支架放置:确认数据稳定正常后,将支架放置于测点位置,对好中心后调节钻孔深度。
(5)开始测量:测量前调零,待数值稳定后开始记录,然后钻孔,钻完孔后等待残余应力释放完成,稳定后停止数据采集。
测试结果及分析
所有测点逐一测量完成后,利用软件的高级分析功能进行多点残余应力分析,然后一键导出报告。测量结果如下:
测点位置 | σmax(MPa) | σmin(MPa) | 角度θ(°) | σx(MPa) | σy(MPa) | σ-(MPa) |
1-A | -7.6 | -30.9 | -7.8 | -8.0 | -30.5 | 27.9 |
1-B | -31.3 | -48.9 | 6.6 | -31.5 | -48.7 | 42.9 |
1-C | -36.6 | -55.6 | -2.2 | -36.6 | -55.5 | 48.9 |
2-A | -41.5 | -59.5 | 6.3 | -41.7 | -59.3 | 52.8 |
2-B | -34.9 | -48.7 | 4.3 | -34.9 | -48.7 | 43.5 |
2-C | -44.6 | -64.6 | 12.1 | -45.5 | -63.7 | 57.3 |
5-A | -33.1 | -43.5 | 3.2 | -33.1 | -43.5 | 39.3 |
5-B | -32.6 | -45.2 | 4.7 | -32.7 | -45.1 | 40.4 |
5-C | -36.3 | -54.1 | 5.4 | -36.5 | -54.0 | 47.8 |
6-A | -43.0 | -63.0 | 2.0 | -43.0 | -63.0 | 55.8 |
6-B | -43.4 | -60.2 | 5.8 | -43.5 | -60.1 | 53.8 |
6-C | -43.2 | -69.7 | 10.5 | -44.1 | -68.8 | 60.9 |
从表中数据可以看出,所有测点的残余应力值都不大,但从分布来看,1#较差,6#是较好的。
结论
使用JHMK多点残余应力测量系统对法兰轴承工件进行残余应力测试,实验方法简单,操作方便,软件功能丰富,快速得出可靠结果,为法兰轴承加工工艺的改进提供了依据。
南京聚航科技有限公司专注于应变仪,残余应力检测仪,残余应力消除设备等
词条
词条说明
近年来,随着高科技的飞速发展,应变电测技术也得到了很大进步,聚航科技研发生产了很多新型的应变仪,广泛应用于各行各业。仪器有静态应变仪、动态应变仪、高速静态应变仪、**动态应变仪等,配有分析软件,多通道应变值实时显示,数据实时保存,自动生成报表,功能多样。航空航天工程中应用案例某型号发动机摇臂动应力测试在摇臂上布置应变片测点,用JHDY动态应变仪测量动应变。某航空发动机导管动应力测试由于发动机外部管路
某厂新研发了一款W型大功率电喷柴油机,在进行性能试验后,对机体尺寸精度及各项形位公差进行重新检测,发现机体变形严重。而产生变形的原因之一就是残余应力,残余应力主要包括机体铸件残余应力和冷加工残余应力的矢量和,所以需要对柴油机机体进行消除残余应力处理。经过多次研究讨论后,决定采用振动时效工艺消除机体残余应力,并对振动时效前后的残余应力值进行检测,定量判断振动时效效果。柴油机机体结构柴油机机体是V型结
风机叶轮在制造过程中,由于焊接和机械加工等原因会产生较大的残余应力。残余应力的存在不仅会降低叶轮的强度和疲劳寿命,加速应力腐蚀,还会降低叶轮的尺寸稳定性和断裂韧性。随着时间的推移,叶轮甚至会发生变形或开裂。因此,对于一些刚性较大的叶轮要进行消除应力处理。过去消除叶轮焊后残余应力均采用热处理方法,这种方法虽然很大程度上降低了应力,但热处理炉投资大、处理周期长、耗能费用高。所以风机叶轮制造商急需寻找其
盾构是开发地下空间的重要施工装备,刀盘是盾构的主要工作部件,其结构强度是关系到盾构开挖效率、使用寿命、运行成本以及安全可靠性的关键之一。在刀盘的焊接过程中,产生焊接应力与焊接变形根本原因是结构件在焊接中经受了不均匀的加热与冷却。焊接残余应力的存在,对刀盘的强度、疲劳寿命,结构变形等方面都是不利的。已有研究发现,刀盘本体结构内部在焊接等工艺流程引入的残余应力水平是影响刀盘结构强度的重要因素。这就要求
联系方式 联系我时,请告知来自八方资源网!
公司名: 南京聚航科技有限公司
联系人: 郝工
电 话: 18151922896
手 机: 15312992896
微 信: 15312992896
地 址: 江苏南京秦淮区光华路156号星展大厦
邮 编:
网 址: jhvsr1.b2b168.com


相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 南京聚航科技有限公司
联系人: 郝工
手 机: 15312992896
电 话: 18151922896
地 址: 江苏南京秦淮区光华路156号星展大厦
邮 编:
网 址: jhvsr1.b2b168.com
- 相关企业
- 江苏青锦电子科技发展有限公司
- 四川新行标电子科技有限公司
- 深圳典测科技有限公司
- 西安思畅智能科技有限公司
- 全新电科技(深圳)有限公司
- 深圳市创新达自动化设备有限公司
- 深圳市冈野测试设备有限公司
- 深圳市安硕科技有限公司
- 深圳市振华测试设备有限公司
- 深圳市全华电子有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐


¥6666.00

¥345.00




¥320.00


¥250000.00












