**快激光加工技术
- 时间:2019-09-03作者:深圳市龙华区观澜科迪丝移印器材行浏览:299
**快脉冲激光加工原理
长脉冲激光如纳秒激光微加工,其原理是基于材料中的电子共振线性吸收获得的能量,将材料逐步熔化、蒸发移除。由于激光脉冲持续时间较长,远大于材料热扩散的时间,电子传递给离子的能量很高,热扩散涉及比焦点更大的区域,激光聚焦点周围一个较大的体积会被熔化,使得加工区域边缘不清晰,加工精度有限。而**快激光在较短的时间和较小的空间内与物质相互作用,作用区域内的温度在瞬间内急剧上升,并以等离子体向外喷发的形式得到去除。严格避免了热融化的存在,大大减弱和消除了传统加工中热效应带来的诸多负面影响,**快激光微加工和材料相互作用的时间很短,使得能量以等离子体的形式被迅速带走,热量来不及在材料内部扩散,热影响区非常小,不会产生重铸层,属于冷加工,呈现锐利的加工边缘,加工精度高。
以金属对激光脉冲的吸收为例,其从根本上说是能量从激光脉冲转移到金属材料的电子的一个能量转移过程。对于持续时间为纳秒级的脉冲而言,电子与所处晶格之间会发生一个温度平衡过程,并且较终开始融化材料,直到部分蒸发。在这个过程中,脉冲越短,能量转移到电子的速度越快。在理想条件下,如果脉冲足够短,那么在电子与晶格之间便没有足够的时间产生温度平衡。接下来,“热电子”(相对于冷晶格而言)与晶格的作用方式:在一个特征时间后,来自电子的热量开始向周围的晶格扩散。这种电子-声子弛豫时间[2]是物质的一种属性,其典型值为1~10ps。在大致相同的时间范围内,但稍有些延迟,热电子和晶格之间发生了突然的能量转移,从而导致相位爆炸,即激活体的蒸发。从上述解释可以得出以下两个基本结论:
(1) 激光脉冲的持续时间必须足够短,以防止电子与晶格之间发生温度平衡过程。对于金属和大多数其他材料而言,均要求脉冲持续时间在1~10ps之间甚至更短。
(2) 由于在热扩散和消融之间有一个时间延迟,因此始终会存有残余热量,即使是在脉冲较短的情况下。因此,冷加工必须定义为在较小的热扩散情况下进行加工,这要求脉冲持续时间在1~10ps之间甚至更短。虽然**短激光脉冲较短的持续时间是冷加工的一个必要条件,但是光有足够短的脉冲还远远不够。如果热电子因为过高的激光能量密度而被“过度加热”,那么热扩散效应将较为明显,整个加工过程则会转变为热过程。一般来讲,大约1J/cm2的能量密度,是用皮秒激光脉冲进行消融加工、而不会产生能够测量得到的热效应的较佳能量临界点,即此时具有更佳的低热穿透深度,那么飞秒的效果更好。
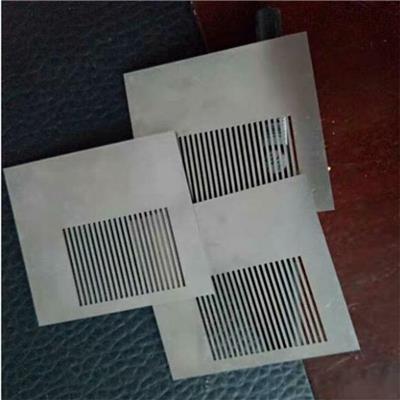
在喷油嘴加工的应用
为了追求柴油机更佳的燃烧性能,使车用柴油机满足日益严格的排放法规的要求,同时要尽可能的降低柴油机的油耗,电控高压共轨技术是柴油机燃油系统发展的必然趋势。
随着共轨技术的应用与发展,喷油压力要求越来越高,对喷油嘴的要求也越来越苛刻,喷油嘴喷孔要求越来越小,喷孔数要求越来越多,而喷孔孔径向更小孔径方向发展。其加工质量直接影响喷油嘴的雾化特性、油线贯穿度及流量系数,较终影响柴油机的经济性、动力性和排放指标。
国内用于喷油嘴喷孔的主要加工方法有三种:在变频或风动高速台钻上采用手工钻削喷孔;采用数控三轴钻床钻喷孔;采用电火花喷孔机床加工喷孔。另外,为了达到喷孔的流量一致性,用于喷孔后续加工的还有喷孔挤压研磨工艺和电解去压力室喷孔毛刺工艺。
目前,国内外的喷孔加工方法主要停留在采用电火花喷孔机床加工,由于此种加工方式对电极丝有较高的要求,要求:电极丝圆柱度<0.005mm、圆度<0.003mm、直径≥0.05mm,机床能加工电极丝的较小加工孔径为0.07mm。在喷油嘴喷孔加工领域,对于孔径<0.1mm的微孔加工还未被广泛应用,在实际应用中,对于高品质的微孔加工,传统的方法具有一定的局限性。常见的微孔加工方法中电子束加工和聚焦离子束使用条件苛刻、效率低、设备昂贵;电火花腐蚀只能加工导电材料;电化学打孔效率低、材料局限;机械钻孔加工较硬的材料困难,长径比小。
与传统的加工方法相比,**快激光微孔加工具有材料适应性广、非接触、无污染、高精度、高效率等优点[1]。**快激光可以将其能量全部、快速、准确地集中在限定的作用区域,实现对玻璃、陶瓷、半导体、塑料、聚合物、树脂等材料的微纳尺寸加工[2]。**快激光精密加工技术具有很多传统的加工方法无法比拟的优点:
(1)较高的峰值功率,较短的作用时间,对材料无选择性,可加工金属非金属材料。
(2)热影响区域较小甚至可忽略,切面整齐、无重铸层。
(3)无裂纹和冶金缺陷。
(4)钻孔角度可自由调节(锥形、倒锥形或垂直)。
(5)较小加工孔径可达30um,较大径深比可达1:20,突破光学衍射极限。
(6)可实现异型孔的加工。
深圳市龙华区观澜科迪丝移印器材行专注于观澜激光打标加工,观澜激光镭雕加工,深圳激光镭雕加工厂家,丝印加工,激光加工,激光刻字,激光镭射,激光镭雕,激光打孔,东莞激光镭雕加工厂家等, 欢迎致电 13714168208
词条
词条说明
南城激光刻字报价作为一家致力于激光打标、镭射加工、激光刻字加工的中型企业,南城激光具有化的技术和丰富的经验,为客户提供高质量、的激光加工服务。本公司拥有的激光设备,包括光纤激光打标机、CO2打标机等,可满足不同材料、不同形状的加工需求,广泛应用于五金塑胶、电子电器、礼品定制、非金属制品等多个行业。在业务范围方面,南城激光提供精密五金制品的批量镭射加工,在戒指、耳环、手链、手机外壳等五金件上有着丰富
企石二氧化碳打标加工厂家——科迪激光科迪激光是一家位于深圳观澜的中型企业,专注于二氧化碳打标加工以及激光镭射加工。公司拥有的激光技术设备,包括5台光纤激光打标机和2台CO2打标机,广泛应用于五金塑胶、电子电器、礼品定制、非金属产品等多个行业。作为一家化的激光加工企业,科迪激光注重客户需求,力求让客户满意又放心。二氧化碳打标加工是一种通过二氧化碳激光打标机进行标记和刻印的加工方式。利用二氧化碳气体充
激光雕刻加工创意3d立体贺卡 贺卡已完全融入我们的生活中,虽然通讯行业的快速发展让我们时刻沟通无障碍,但每逢节日,贺卡仍然是人们表达心意的可以选择。 一张小小的激光雕刻加工的3d立体贺卡承载不仅是节日的祝福,更多的是千里之外想见却又不得见的思念。 一纸贺卡,万千思念,十行短句,聊表心意。见字如吾,睹物思人。 贺卡的种类有很多,但目前较流行的莫过于3D镂空
激光器诞生于20世纪60年代,激光切割加工 经历了几十年的发展改进,在现代工业生产中展示了强大的优势和发展潜力。激光切割加工过程是激光与材料相互作用的过程,传统的刀具切割、火焰切割和等离子切割加工有大量的切屑产生,消耗许多被加工材料并磨损刀具,同时产生较大的加工噪声。激光加工时激光束辐照在被加工工件上与材料(包括金属和非金属)相互作用完成加工过程,实现了非接触、无磨损、无噪声、无切屑,被加工材料的
联系方式 联系我时,请告知来自八方资源网!
公司名: 深圳市龙华区观澜科迪丝移印器材行
联系人: 叶文辉
电 话: 0755-28086671
手 机: 13714168208
微 信: 13714168208
地 址: 广东深圳宝安区食品路6号
邮 编:
相关推荐








相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 中山市叁创激光打标加工有限公司
- 山东泷德金属制品有限公司
- 佛山市森楠激光设备有限公司
- 成都淏泰金属制品有限公司
- 深圳市众立汇科技有限公司
- 东莞市鑫艺激光切割有限公司
- 河北威铁铁路科技有限公司
- 深圳市鑫达机电科技有限公司
- 宁波市北仑区甬星标识厂
- 上海元联实业有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐