塑胶模具常识(一)
- 时间:2019-12-02作者:成都拓成之峰科技有限公司浏览:164
成都拓成之峰科技有限公司专注于注塑加工,模具设计制造等
词条
词条说明
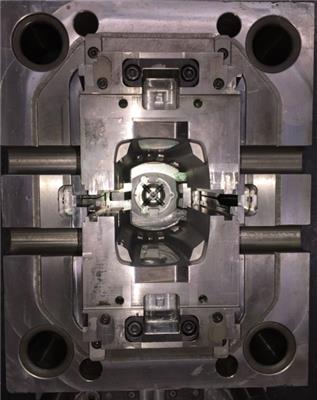
塑料注塑模具基本分为静模和动模。在注塑机的注射头一边的带浇口套的为静模,静模一般有浇口套、靠板、模板组成,简单模具也可以不使用靠板,直接用厚一点的模板就可以了。浇口套一般为标准件,除非特殊原因,不建议取消。浇口套的使用有利于安装模具、更换方便,不用自己抛光。有些特殊模具浇口套可用钻出来或用锥度线割割成。部分模必须静模脱模时,还得加上静模脱模机构。动模的结构一般为动模板、动模靠板、脱模机构以及模脚和
注塑成型工艺是指将熔融的原料通过加压、注入、冷却、脱离等操作制作一定形状的半成品件的工艺过程。 塑件的注塑成型工艺过程主要包括合模-——填充——(气辅,水辅)保压——冷却——开模——脱模等6个阶段。 1.合模,即闭合模具 2.填充 填充是整个注塑循环过程中的第一步,时间从模具闭合开始注塑算起,到模具型腔填充到大约95%为止。填充时间越短,成型效率越高;但是在实际生产中,成型时间(或注塑速度)要受到
一、单分型面注塑模 开模时,动模和定模分开,从而取出塑件,称单分型面模具,又称双板式模。它是注塑模具中较简单较基本的一种形式,它根据需要可以设计成单型腔注塑模,也可以设计成多型腔注塑模,是应用较广泛的一种注塑模。 二、双分型面注塑模 双分型面注塑模有两个分型面,与单分型面注塑模具相比较,双分型面注塑模具在定模部分增加了一块可以局部移动的中间板(又叫活动浇口板,其上设有浇口、流道及定模所需要的其它
塑胶模具是一种用于压塑、挤塑、注射、吹塑和低发泡成型的组合式模具的简称。模具凸、凹模及辅助成型系统的协调变化,可以加工出不同形状、不同尺寸的一系列塑件。塑胶模具是工业之母,现在新产品的发布都会涉及到塑料。 主要包括由凹模组合基板、凹模组件和凹模组合卡板组成的具有可变型腔的凹模,由凸模组合基板、凸模组件、凸模组合卡板、型腔截断组件和侧截组合板组成的具有可变型芯的凸模。 为了改进塑料的性能,还要在聚合
联系方式 联系我时,请告知来自八方资源网!
公司名: 成都拓成之峰科技有限公司
联系人: 顾经理
电 话:
手 机: 15680861882
微 信: 15680861882
地 址: 四川成都温江区金府路西段619号
邮 编:
网 址: toppd158.b2b168.com
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 成都拓成之峰科技有限公司
联系人: 顾经理
手 机: 15680861882
电 话:
地 址: 四川成都温江区金府路西段619号
邮 编:
网 址: toppd158.b2b168.com
- 相关企业
- 深圳市鑫盛润泽科技有限公司
- 深圳市赤捷科技有限公司
- 广州市瓶多多塑料制品有限公司
- 上海芮朔精密模塑科技有限公司
- 温州市嘉胜新材料有限公司
- 济南诚达模具有限公司
- 世智元模具科技(东莞)有限公司
- 嘉兴晗晴电子有限公司
- 合肥真全橡塑制品有限公司
- 合肥市东科新材料有限公司
- 商家产品系列
- 名片印刷
- 模具加工
- 模具制造
- 磨床加工
- 能源产品加工
- 农副产品加工
- 五金工具加工
- 五金加工
- 五金配件包装
- 吸塑包装
- 吸塑加工
- 铣床加工
- 线切割加工
- 橡胶成型加工
- 橡胶加工
- 行业专用设备加工
- 绣花加工
- 宣传册印刷
- 压铸加工
- 防伪包装
- 纺织加工
- 纺织品加工
- 非标件加工
- 粉末冶金
- 服饰加工
- 服装服饰加工
- 服装加工
- 工艺礼品加工
- 食品加工
- 食品饮料加工
- 产品推荐
- 资讯推荐








¥30000.00


¥366.00












