铝合金型材在型材工艺几点影响
- 时间:2020-09-29作者:湖北亨威铝业有限公司浏览:254
铝合金型材挤压模具在铝型材挤压工序中举足轻重,是保证产品成形,使其具有正确形状、尺寸和精度的基本工具。在实际生产中,正对挤压过程中可能会出现的问题我们简述可能会出现的问题,小编为您呈现。
一、有缝角或焊合不良产生的影响:
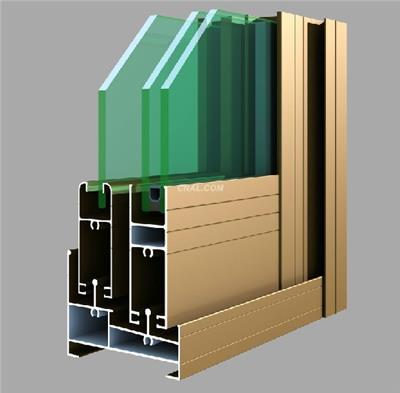
空心铝合金型材采用平面分流组合模挤压工艺,这种工艺在型材的生产中相对来说加深了难度,金属经过分流、焊合的过程,所以空心型材是存在焊合线的。
产生缝隙的原因有两个:一是分流孔、焊合室狭小,金属供流不足,金属在焊合室没有形成足够的静水压力,产品未焊合好而流出模孔,导致制品存在焊合缝隙;
二是过量润滑和不良润滑引起空心型材焊合不良导致。
二、铝合金型材壁出现下凹或上凸的弓形面出现的原因
空心铝合金型材壁下凹弓形面产生原因:铝合金型材模芯工作带低于下模模孔工作带,模芯工作带的有效长度过短所引起。空心铝合金型材壁外凸产生原因:模具使用时间过长,模芯工作带严重磨损,出现沟槽,加大了摩擦阻力,金属流动缓慢引起空心型材壁外凸。
三、铝合金型材表面条纹产生
挤压型材外表面出现条纹,在阳极氧化后表现更为明显。该缺陷多见于型材壁厚差大的部位、分流桥下金属的焊合部位和内侧带有“枝杈”处及螺纹孔处的背面上。
产生原因:
型材内侧的“枝杈”和螺纹孔部位因金属供流不足或过量引起表面条纹;模具分流桥下的焊合区部位引起的型材表面条纹;型材断面图设计存在的问题,由于型材的壁厚差大,工作带长度突变处的部位在深圳阳极氧化后产生条纹状色差因机台冷却能力不够,造成阳极化后黑色斑纹区域;铸坯本身的质地不好,影响挤压材阳极化后条纹色差。
四、铝合金型材弯曲和扭拧不合理表现的方式:
模芯和下模孔的工作带配合不合理,引起型材各部位金属流速不均;对称空心型材模的分流孔大小和位置加工不对称,金属供流不均衡,引起金属流速不均匀;分流孔加工不规整或者在模芯上有阻碍物阻碍金属流动。
修正方法:用适当的方法打磨模芯或分流孔的出口部位,必要时适当扩大这些分流孔使供料均衡;用打磨方法去掉阻碍物
湖北亨威铝业有限公司专注于铝型材厂家,湖北工业铝型材,湖北铝合金型材,铝型材加工,铝合金型材等
词条
词条说明
铝型材挤压加工型材模具的制造,也是决定其品质和使用寿命的关键因素之一。由于铝挤压工模具具有一系列特点,因此对铝型材模具制模技术需要很高的要求:(1)由于铝合金挤压加工模具的工作条件十分恶劣,在挤压过程中需要经受高温、高压、高摩擦的作用,因此,要求使用高强耐热合金钢,而这些钢材的熔炼、铸造、锻造、热处理、电加工、机械加工和表面处理等工艺过程都非常复杂,这给模具加工带来了一系列的困难。(2)为了提高铝
铝型材输送带重量轻,具有有较高的稳定性,输送带通常采用高抗静电PVC工业皮带,具有较高的防静电能力。广泛应用于药品、化妆品、食品、电子产品等各行业的输送和喷码之用 。 铝型材输送线广泛应用于家电、电子、电器、机
工业铝型材是现在中高端精装饰资料中所用较为常见的资料,除了用作装饰资料外,在其他的制作职业中也大放光荣。同业铝型材具有什么样的优势备受追捧了?下面工业铝型材批发厂家盛达前亮铝业浅谈下工业铝型材的特色。它在结构调整方面,依托电解铝出产基地直接使用铝液的短流程铝加工产能不断进步,罐用包装资料、高级散热器资料、高级CTP版基资料现已完全满意国内市场需求并完成出口,大型交通运送用铝材为我国高铁成为我国高端
铝型材皮带输送机也叫带式输送机或胶带输送机,是组成有节奏的流水作业线所不可缺少的经济型物流输送设备。皮带机按其输送能力可分为重型皮带机如矿用皮带输送机,轻型皮带机如用在电子塑料,食品轻工,化工医药等行业。皮带输送机具有输送能力强,输送距离远,结构简单易于维护,能方便地实行程序化控制和自动化操作。运用输送带的连续或间歇运动来输送100KG以下的物品或粉状、颗状物品,其运行高速、平稳,噪音低,并可以上
联系方式 联系我时,请告知来自八方资源网!
公司名: 湖北亨威铝业有限公司
联系人: 王沈义
电 话: 13343588758
手 机: 07128386777
微 信: 07128386777
地 址: 湖北孝感汉川市经济开发区国光北路
邮 编:
网 址: jcznsb.b2b168.com
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 湖北亨威铝业有限公司
联系人: 王沈义
手 机: 07128386777
电 话: 13343588758
地 址: 湖北孝感汉川市经济开发区国光北路
邮 编:
网 址: jcznsb.b2b168.com
- 相关企业
- 淮安腾淮精密压铸有限公司
- 佛山市南海灏翊五金制品有限公司
- 常州悦美铸造有限公司
- 东莞杰昂实业有限公司
- 湖南省恒基纬业有色金属有限公司
- 扬州市经纬锁业有限公司
- 东莞市银森达智能科技有限公司
- 永嘉县德孚五金塑胶有限公司
- 温州市鹿城压铸厂
- 温州市龙一五金有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐

¥3.00

¥19.50





¥1111.00








