【激光打孔】激光打孔设备有哪些?
- 时间:2021-06-02作者:北京华诺恒宇光能科技有限公司浏览:257
1、激光打孔用激光器
激光器是激光打孔设备的重要组成部分,它的主要作用是将电源系统提供的电能以一定的转换效率转换成激光能。按激光器工作物质性质,可分为气体激光器和固体激光器。用于打孔的气体激光器主要有激光器,而用于打孔的固体激光器主要有红宝石激光器、钕玻璃激光器和YAG激光器。
激光器有许多*特的优点,它的转换效率**其它激光器,可以为许多非金属材料(如**玻璃、塑料、木材、多层复合板材、石英玻璃等)所吸收。更为重要的是,激光器与其他激光器相比,可以进行大功率输出。当与其他技术配合时,可以实现高速打孔,较高速度可达100孔/秒,这是其他激光器很难做到的。
虽然如此,但由于激光器的对焦、调光都不方便,设备一次性投资也比较大,在激光打孔设备中不及其他三种激光器应用普遍。固体激光器以其*特的优点在激光打孔中得到广泛的应用。它的主要优点是:(1)输出波长短。(2)输出的光可用普通的光学材料传递。(3)整机体积小,使用维护方便,价格低于激光器。
2、激光打孔用机床
激光打孔用机床简单又通用的形式为三维机床。两维运动在水平面,以X、Y表示,两坐标轴相互垂直,*三维Z轴与Z-Y平面垂直。每一维可通过步进电机带动滚珠丝杠在直线滚珠导轨上运行,它的精度由丝杠的精度和滚珠导轨的精度确定。如果配以微处理机系统,三维机床就可以完成平面内各种孔及一定范围内群孔的激光加工。当需要在管材或桶形材料进行系列孔的加工时,机床应具有五维功能,除了前面提到的三维以外,增加的两维是X-Y平面360度的旋转,我们定义它为A轴,X-Y平面在Z方向上的0-90度倾斜,我们定义它为B轴。这样多种类型的激光打孔加工,五维工作台都能胜任。在需要节省设备投入的情况下,可将B轴的数控改为手动。这样既能节约资金,也基本能完成所有的打孔任务。
3、激光打孔整机设备
历年来,国内外激光打孔机整机水平处在一个迅速发展的阶段,激光器输出功率逐渐提高,脉冲宽度越来越窄,频率范围越来越宽,其他参数也越来越趄着有利于打孔的方向发展。导光系统和激光打孔机的控制部分的柔性不断提高,使得打孔范围不断扩大。目前国内已形成商品的激光打孔机有几十种,除了大专院校和科研院所之外,专门经营制造激光设备的公司也逐渐增多。这表明中国的激光加工正朝着产业化方向发展。
北京华诺恒宇光能科技有限公司专注于小孔加工,微孔加工,细孔加工,激光打孔,激光钻孔,小孔微孔加工,激光穿孔,激光焊接等
词条
词条说明
1、激光打孔用激光器 激光器是激光打孔设备的重要组成部分,它的主要作用是将电源系统提供的电能以一定的转换效率转换成激光能。按激光器工作物质性质,可分为气体激光器和固体激光器。用于打孔的气体激光器主要有二氧化碳激光器,而用于打孔的固体激光器主要有红宝石激光器、钕玻璃激光器和YAG激光器。 二氧化碳激光器有许多*特的优点,它的转换效率**其它激光器,可以为许多非金属材料(如**玻璃、塑料、木材、多层
微孔加工方法,微孔加工工艺有哪些方法电火花是微孔加工的重要组成部分,电火花微孔加工技术随着微机械、精密机械、光学仪器等领域的不断拓展而得到广泛的关注。电火花微孔加工以其加工中受力小、加工的孔径和深度由调节电参数就可得到控制等优势,使其在各国的研究日益活跃。但是电火花加工是一个典型的慢加工,在加工微孔时表现的尤为明显,时间随着加工精度的提高而减慢。对于少量的孔如:2个或5个左右,可以使用,主要是针对
1、不锈钢打孔目前主要分手动打孔,液压,电动半自动打孔。2、用液压打孔速度比较快,打孔效果美观,平整无毛刺。3、可调速的手电钻也可以钻不锈钢,关键是采用什么钻头,可以买合金钻头。拓展资料:1、用不锈钢断屑钻头(图4)加工马氏体不锈钢2Crl3时,只需磨出E-E处断屑槽;而钻削加工lCrl8Ni9Ti奥氏体不锈钢时,还需加开A-A处断屑槽。不锈钢断屑钻头的具体参数及适用的钻削用量见表7。2、S形硬质
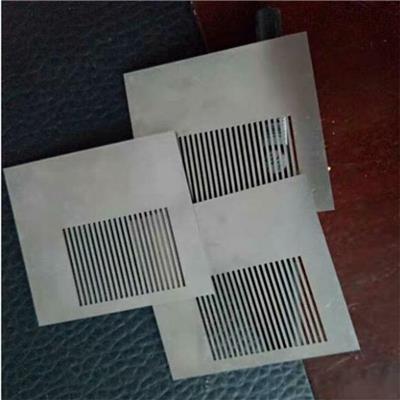
在工业生产过程中,很多零件经常需要加工一些小孔,像0.01 mm孔径大小的就属于小微孔。孔的大小决定了加工的难度。那么,细小的微孔是如何加工出来的呢?微孔加工,是传统加工里很难的技术,属于微细加工的一部分。这些微型小孔只有在高倍显微镜下才能看的到。目前微孔加工的方式有三种,分别是电火花,机械,激光。首先是电火花加工,较小可以加工0.08 mm直径的微孔,但是其微孔孔壁会留下再铸层,从而影响微孔的适
联系方式 联系我时,请告知来自八方资源网!
公司名: 北京华诺恒宇光能科技有限公司
联系人: 马经理
电 话: 18920259803
手 机: 18920259803
微 信: 18920259803
地 址: 北京丰台北京市丰台区南三环西路88号春岚大厦1号楼2单元,102室
邮 编:
网 址: lyjg.b2b168.com
相关推荐








相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 北京华诺恒宇光能科技有限公司
联系人: 马经理
手 机: 18920259803
电 话: 18920259803
地 址: 北京丰台北京市丰台区南三环西路88号春岚大厦1号楼2单元,102室
邮 编:
网 址: lyjg.b2b168.com
- 相关企业
- 中山市叁创激光打标加工有限公司
- 山东泷德金属制品有限公司
- 佛山市森楠激光设备有限公司
- 成都淏泰金属制品有限公司
- 深圳市众立汇科技有限公司
- 东莞市鑫艺激光切割有限公司
- 河北威铁铁路科技有限公司
- 深圳市鑫达机电科技有限公司
- 宁波市北仑区甬星标识厂
- 上海元联实业有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐