电火花小孔加工机床操作经验
- 时间:2021-10-19作者:北京华诺恒宇光能科技有限公司浏览:685
电火花小孔加工机床操作经验
1,电火花小孔加工机床电极导向器与工件要有2mm~3mm的距离。
2,电火花小孔加工机床使用的注意事项
a,电极密封圈及电极导向器,均应配合电极铜管直径大小使用。
b,电极铜管避免掉落或碰撞,有时会导致铜管弯曲,尤其使用较细电极。
c,电极铜管压扁或铜管端面有毛刺,有时会影响加工液之喷出,安装电极时详细检查。
d,检查电极铜管弯曲或翘曲,请于平板台上转动电极铜管,有无弯曲或翘曲情形。
3,电火花小孔加工机床加工不稳定,电极消耗快的问题
转动电极检查有无偏摆或弯曲。
偏摆或弯曲大时,不但加工不稳定同时加快电极消耗,孔的精度亦差。
电极偏摆如太大,有时加工至某一定深度就无法再作较深之加工了。
4,电火花小孔加工机床加工技术
电火花小孔加工机床加工,启动加工前参数选择
,加工电流选择根据电极直径和加工表面粗糙度确定,一般情况电极直径越大所需的加工电流越大;
表面粗糙度越小所需的加工电流应越小,加工速度也越慢。一般:
用Ф0.3电极加工,选择0.5-2A;
用Ф0.4-Ф0.6电极加工,选择2-10A;
用Ф0.7-Ф1.5电极加工,选择5-1;
用Ф1.5以上电极加工,选择10-20A;
SERVER(伺服给定):
伺服给定指电极伺服的跟踪速度,其数值根据具体加工情况而定,要使加工稳定并且电极不弯曲,一般情况取50%-80%。
5,电火花小孔加工机床加工液使用问题
a,电火花小孔加工机床加工液直接使用自来水作为工作液。
b,加工液使用蒸馏水或纯水或与线切割机相同经处理过之离子水,能提高孔的表面粗糙度和加工效率。
c,加工液之温度为10℃以下之水,其放电之速度会更好。
编辑精选内容:
北京华诺恒宇光能科技有限公司专注于小孔加工,微孔加工,细孔加工,激光打孔,激光钻孔,小孔微孔加工,激光穿孔,激光焊接等
词条
词条说明
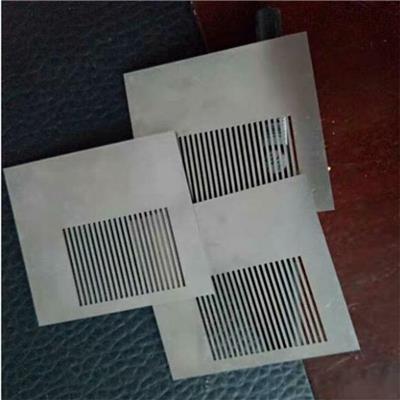
激光切割技术未来发展的方向在加工工业操作的过程中,激光切割是一种使用较为频繁,应用范围较广的一项技术。在加工领域中,其中有大约73%的加工操作需要借助激光切割技术来完成。相较于传统的切割方法,激光切割技术的高精度、强适应性以及噪声小、切割质量好等待点被大面积的应用,与此同时,对于一些复杂且借助大型磨具完成的加工操作,在激光切割技术的应用下,不仅不需要应用磨具,同时还能够保证切割的质量。在降低生产成
伴随着科学技术的愈来愈比较发达,经济**化愈来愈广泛,激光钻孔是早做到产品化的激光加工技术性,也是激光加工的关键主要用途之一。伴随着近现代工业生产和科技进步的快速发展趋势,应用强度大、溶点高的原材料越来越多,而传统化的加工方式已无法符合一些加工工艺的规定。例如,在高溶点金属材料铂板上加工μm数量级直径;在硬质的钴合金上加工几十微米的小圆孔;在红、蓝色宝石上加工几百微米的深孔及其金钢石拉丝模、合成纤
电火花小孔加工机床操作经验1,电火花小孔加工机床电极导向器与工件要有2mm~3mm的距离。2,电火花小孔加工机床使用的注意事项a,电极密封圈及电极导向器,均应配合电极铜管直径大小使用。b,电极铜管避免掉落或碰撞,有时会导致铜管弯曲,尤其使用较细电极。c,电极铜管压扁或铜管端面有毛刺,有时会影响加工液之喷出,安装电极时详细检查。d,检查电极铜管弯曲或翘曲,请于平板台上转动电极铜管,有无弯曲或翘曲情形
【细孔加工】?喷嘴加工选型的通常准则和功能的首要因素是什么呢?
喷嘴加工刀具集中分序法就是按所用刀具划分工序,用同一把刀具加工完零件上所有可以完成的部位。在用*二把刀、*三把完成它们可以完成的其它部位。这样可减少换刀次数,压缩空程时间,减少不必要的定位误差。喷嘴加工选型的通常准则:1.资料挑选:依据技术介质的成分及及温度2.喷嘴系列挑选:依据散布形状、散布密度及雾化程度3.喷嘴规范挑选:依据流量、压力及喷淋角喷嘴加工影响喷嘴功能的首要因素:1.压力(1)压力对
联系方式 联系我时,请告知来自八方资源网!
公司名: 北京华诺恒宇光能科技有限公司
联系人: 马经理
电 话: 18920259803
手 机: 18920259803
微 信: 18920259803
地 址: 北京丰台北京市丰台区南三环西路88号春岚大厦1号楼2单元,102室
邮 编:
网 址: lyjg.b2b168.com
相关推荐








相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 北京华诺恒宇光能科技有限公司
联系人: 马经理
手 机: 18920259803
电 话: 18920259803
地 址: 北京丰台北京市丰台区南三环西路88号春岚大厦1号楼2单元,102室
邮 编:
网 址: lyjg.b2b168.com
- 相关企业
- 中山市叁创激光打标加工有限公司
- 山东泷德金属制品有限公司
- 佛山市森楠激光设备有限公司
- 成都淏泰金属制品有限公司
- 深圳市众立汇科技有限公司
- 东莞市鑫艺激光切割有限公司
- 河北威铁铁路科技有限公司
- 深圳市鑫达机电科技有限公司
- 宁波市北仑区甬星标识厂
- 上海元联实业有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐