精密冲压模具和塑胶模具的区别
- 时间:2021-12-04作者:浙江屹纬精密技术有限公司浏览:229
SCC-B5223P 1/3" 高清迷你半球摄像机 产品特性: . 水平分辨率: 600线 . f=3.0 mm, 定焦光圈镜头 . 较低照度: 1.0Lux(彩色),0.25Lux(黑白) . 自适应数字降噪功能 (3D + 2D) 规格/型号 SCC-B5223P 视频 摄像元件 1/3" Super HAD IT CCD 总像素 795(水平) x 596(垂直) 有效像素 752(水平) x 582(垂直) 扫描系统 2:1隔行扫描 同步方式 开/关(相位控制) 扫描频率 水平:15.625KHz/垂直:50Hz 水平分辨率 彩色:600TV线 较低照度 彩色:1.0Lux@F1.2 (50IRE) : 0.075Lux (感光度, 512x) 信噪比 52dB 视频输出 CVBS: 1.0Vp-p/75 ohm 镜头 可变焦距 3.0mm 较大孔径比 F2.0 镜头可视角度 92"(H) x 72"(V) 镜头类型 手动 安装类型 基板型 转动范围 水平转动范围 0°~340° 垂直转动范围 0°~90° 功能 屏幕显示 支持多语言:英/法/德/西/意/中/俄/波/捷/罗/塞/瑞/丹/土/葡 摄像机识别号 开/关(较多 54 字节/2 行) 日夜转换 彩色/黑白/自动(电子式) 背光补偿 关/开(区域设置) 暗区补偿 开/关(级别设置) 数字降噪 开/关(自适应3D+2D) 感光度 2x~512x 自动增益 关/低/高 白平衡 ATW1/ATW2/AWC/手动 电子快门速度 On(~1/200Ksec) 远程控制 同轴视控(配合SPC-300P) 协议 Coax : Pelco-C (Coaxitron) 环境 工作温度/湿度 -10℃~+50℃/90%RH以内 电子 电源 12V DC 功率 较大1.7W 外观特性 颜色/材质 象牙白/塑胶 尺寸(宽x高x深) Ø85 x 53.2mm 重量 120g
浙江屹纬精密技术有限公司专注于精密金属冲压,精密金属拉伸,金属嵌件注塑等
词条
词条说明
注塑成型模具中为什么热流道技术如此受欢迎?与普通流道模具相比,具有注塑效率高、注塑成型件产品质量好以及节约原料,节省成本等优点,而随着塑料工业的发展,热流道技术也不断地再发展完善,因此越来越受到欢迎。1,缩短注塑模具成型周期因没有主流道和次流道冷却时间的限制,注塑模具成型固化后便可及时**出,缩短了开合模行程。2,减少注塑模具不良品,提高产品质量在热流道模具成型过程中,塑料熔体温度在流道系统里得到准
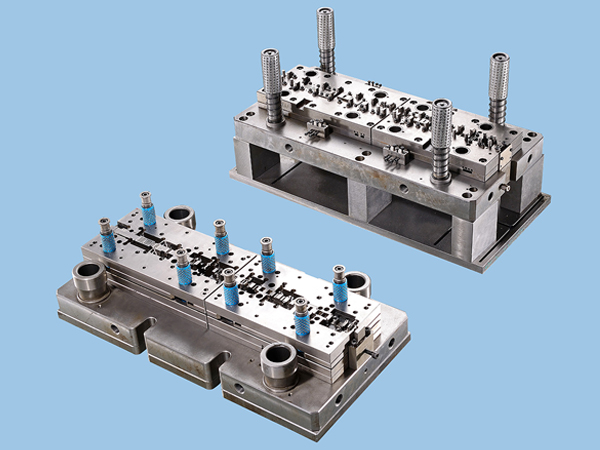
多工位级进模在金属冲压件加工中的作用非常重要,冲压加工厂需要非常重视这一工艺。多工位级进模是一种根据金属冲压零件的基本要求集成了诸如冲压,弯曲,深冲和成形等基本冲压过程的模具。五金冲压件工厂在使用多工位级进模的情况下,可以发挥很多的优势。(1)生产效率高 渐进式模具可以在一个模具中完成复杂的冲压,弯曲,深冲,成型和其他过程,从而减少了中间转印和重复定位工作。利用自动送料机构,可以实现高速
屹纬精密—36年从事精密注塑件定制加工服务,生产的精密注塑件产品被广泛应用于汽车组件,医疗设备,电子电器等行业。关于注塑成型的温度控制,我们已经讲过很多次了,这次我们要讲的是如何控制注塑成型的温度。 控制注塑成型的温度,主要从三个方面进行。塑料注射成型过程需要控制料筒温度、喷嘴温度和模具温度,前两种温度主要影响塑料的塑化和流动,后一种主要影响塑料的流动和冷却。 1、筒体温度。在塑料注射成型过程之中
精密注塑件在被注塑模具生产加工的时候,有时候会出现变形的情况,这个是什么原因造成的呢,又有何种改进措施?本期会从以下2点因素为您解答,分别是注塑成型时造成的变形和精密注塑件脱模时造成的变形。 1,注塑成型时产生的变形,成因是收缩不均匀,有内应力,而防止注塑成型时产生变形的措施如下: (1)选择合适的浇口数量,还要注意各浇口的平衡。 (2)浇口形状和位置,根据塑件形状选用合适的浇口形状与浇口位置。
联系方式 联系我时,请告知来自八方资源网!
公司名: 浙江屹纬精密技术有限公司
联系人: 姚女士
电 话:
手 机: 17758337213
微 信: 17758337213
地 址: 浙江湖州德清县阜溪街道丰庆街916号 (莫干山国家高新区)
邮 编:
相关推荐





相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 东莞菱智金属材料科技有限公司
- 合肥豫鑫机械有限公司
- 天津博达科技有限公司
- 东光县通达冲压加工厂
- 浙江屹纬精密技术有限公司
- 天津市财岗利机械制造有限公司
- 黄石锐智机械自动化有限公司
- 苏州市恒祥辉模具有限公司
- 常熟市虞发传动机械有限公司
- 佛山市南海弘博铝制品厂
- 商家产品系列
- 金属加工
- 卡类印刷
- 壳体加工
- 孔加工
- 绣花加工
- 宣传册印刷
- 压铸加工
- 冶炼加工
- 医疗器械加工
- 仪器仪表加工
- 饮料加工
- 印刷加工
- 包装产品加工
- 包装加工
- 包装印刷加工
- 表面加工
- 玻璃加工
- 插件加工
- 产品印刷加工
- 车床加工
- 冲压加工
- 防伪包装
- 纺织加工
- 纺织品加工
- 非标件加工
- 粉末冶金
- 服饰加工
- 服装服饰加工
- 服装加工
- 名片印刷
- 产品推荐
- 资讯推荐









