细孔加工用什么设备?
- 时间:2022-01-19作者:北京华诺恒宇光能科技有限公司浏览:599
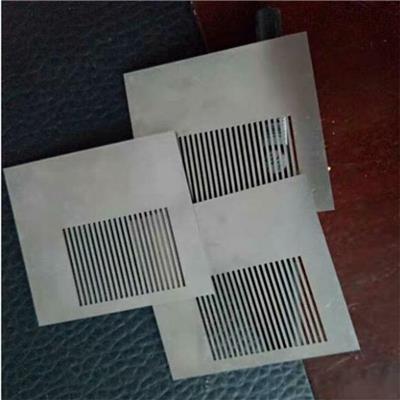
在元器件上开家小孔是件很普遍的事。可是,假如需要在硬实的原材料上,例如在硬质合金刀具上打很多0.1mm到1微米直径的小孔,用平常的机械设备加工**工具怕是不易办得到,即使可以做,加工成本费也会很高。目前的机械设备加工技术性在原材料上打小型小孔是选用每分数十万转或是几十万转的高速运转小麻花钻加工的,用这一方法一般也只有加工直径**过0.25mm的小孔。
在今天的工业化生产中通常是规定加工直径比这还小的孔。例如在电子器件工业化生产中,双层印刷线路板的生产制造,就规定在板上钻不计其数个直径约为0.1~0.3mm的小孔。显而易见,选用刚刚说的麻花钻来加工,碰到的艰难就非常大,加工品质不易确保,加工成本费不低。
早在二十世纪60时代后,生物学家在试验室就用激光在钢制刀头上打出微小孔,通过近30年的改善和发展趋势,现如今用激光在原材料上打细微直径的小孔已无艰难,并且加工性价比高。打出的小孔表面层整齐,没什么毛边。开洞速率又迅速,大概千分之一秒的時间就可以打出一个孔。
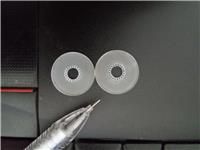
激光在原材料上钻出来小孔的大道理非常简单(激光打孔),作法都不繁杂。
激光有不错的相关行业,用光学元件可以把它对焦成直径很细微的光斑(低于1μm),这等同于用于打孔的"小型麻花钻"。次之,激光的屏幕亮度很高,在对焦的聚焦点上的激光功率密度(均值每立方厘米总面积上的动能)会很高,一般一台激光器导出的激光,造成的动能就可以达到109焦耳/公分2,足可以让原材料产生融化并气化,在原材料上留有一个小孔,和用麻花钻爬出来的一个样。
北京华诺恒宇光能科技有限公司专注于小孔加工,微孔加工,细孔加工,激光打孔,激光钻孔,小孔微孔加工,激光穿孔,激光焊接等
词条
词条说明
1、不锈钢打孔目前主要分手动打孔,液压,电动半自动打孔。2、用液压打孔速度比较快,打孔效果美观,平整无毛刺。3、可调速的手电钻也可以钻不锈钢,关键是采用什么钻头,可以买合金钻头。拓展资料:1、用不锈钢断屑钻头(图4)加工马氏体不锈钢2Crl3时,只需磨出E-E处断屑槽;而钻削加工lCrl8Ni9Ti奥氏体不锈钢时,还需加开A-A处断屑槽。不锈钢断屑钻头的具体参数及适用的钻削用量见表7。2、S形硬质
激光打孔过程是激光和物质相互作用的热物理过程,它是由激光光束特性(包括激光的波长、脉冲宽度、光束发散角、聚焦状态等)和物质的诸多热物理特性决定的。利用高功率密度激光束照射被加工材料,使材料很快被加热至汽化温度,蒸发形成孔洞。激光打孔是较早达到实用化的激光加工技术,也是激光加工的主要应用领域之一。它在激光加工中归类于激光去除,也叫蒸发加工。随着近代工业和科学技术的迅速发展,使用硬度大、熔点高的材料越
光纤激光技术迎来突破2000年以后,激光器的销售高歌猛进,并长时间在市场份额上追赶冲床。2005年, 光纤技术成为了激光切割的一个时髦词,尽管光纤激光设备在美国部分市场占据一定的销售份额,但早期的销售多集中在欧洲的制造市场。事实上,主要的激光原始设备制造商(OEM) 尚未在他们的生产线中引入光纤激光技术。2005年至2010年期间,光纤激光技术和设备在美国的销量非常小,销售的产品的最大功率约为2k
1、激光打孔用激光器激光器是激光打孔设备的重要组成部分,它的主要作用是将电源系统提供的电能以一定的转换效率转换成激光能。按激光器工作物质性质,可分为气体激光器和固体激光器。用于打孔的气体激光器主要有激光器,而用于打孔的固体激光器主要有红宝石激光器、钕玻璃激光器和YAG激光器。激光器有许多*特的优点,它的转换效率**其它激光器,可以为许多非金属材料(如**玻璃、塑料、木材、多层复合板
联系方式 联系我时,请告知来自八方资源网!
公司名: 北京华诺恒宇光能科技有限公司
联系人: 马经理
电 话: 18920259803
手 机: 18920259803
微 信: 18920259803
地 址: 北京丰台北京市丰台区南三环西路88号春岚大厦1号楼2单元,102室
邮 编:
网 址: lyjg.b2b168.com
相关推荐



相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 北京华诺恒宇光能科技有限公司
联系人: 马经理
手 机: 18920259803
电 话: 18920259803
地 址: 北京丰台北京市丰台区南三环西路88号春岚大厦1号楼2单元,102室
邮 编:
网 址: lyjg.b2b168.com
- 相关企业
- 中山市叁创激光打标加工有限公司
- 山东泷德金属制品有限公司
- 佛山市森楠激光设备有限公司
- 成都淏泰金属制品有限公司
- 深圳市众立汇科技有限公司
- 东莞市鑫艺激光切割有限公司
- 河北威铁铁路科技有限公司
- 深圳市鑫达机电科技有限公司
- 宁波市北仑区甬星标识厂
- 上海元联实业有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐