安徽激光切割常见问题及处理方法
- 时间:2022-05-11作者:安徽展创物资有限公司浏览:344
1、安徽金属激光切割机穿孔手艺
热切割手艺,除少数情况可以从板边缘开始外,一般都在板上穿一个小孔。之前在激光冲压复合机上是用冲头先冲出一个孔,然后再用激光从小孔处开始进行切割。对于没有冲压装置的激光切割机有两种穿孔的基本方法:
脉冲穿孔——采用高峰值功率的脉冲激光使少量材料熔化或汽化,常用空气或氮气作为常用气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小。每个脉冲激光只产生小的微粒喷射,逐步深入,因此厚板穿孔时间需要几秒钟。一旦穿孔完成,气体换成氧气进行切割。这样穿孔直径较小,其穿孔于穿孔。为此所使用的激光器不但应具有较高的输出功率;重要的是光束的时间和空间特性,因此一般横流CO2激光器不能适应激光切割的要求。此外脉冲穿孔还须要有较气路控制系统,以实现气体种类、气体压力的切换及穿孔时间的控制。

这是因为机床(只针对大功率激光切割机)在加工小孔时不是采取穿孔的方式,而是用脉冲穿孔(软穿刺)的方式,这使得激光在一个很小的区域过于集中,将非加工区域也烧焦,造成孔的变形,影响加工质量。这时我们应在加工程序中将脉冲穿孔(软穿刺)方式改为爆破穿孔(普通穿刺)方式,加以解决。而对于较小功率的激光切割机则恰好相反,在小孔加工时应采取脉冲穿孔的方式才能取得较好的表面光洁度。
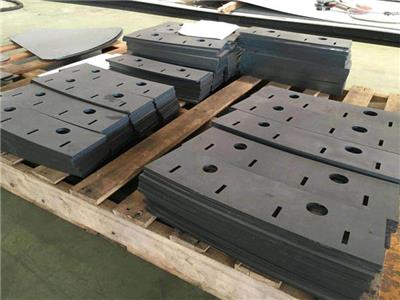
3、金属激光切割机在切割低碳钢时,工件出现毛刺的解决方法
工作和设计原理,分析得出以下几点原因是造成加工件产生毛刺的主要原因:激光焦点的上下位置不正确,需要做焦点位置测试,根据焦点的偏移量进行调整;激光的输出功率不够,需要检查激光发生器的工作是否正常,如果正常,则观察激光控制按钮的输出数值是否正确,加以调整;切割的线速度太慢,需要在操作控制时增加线速度;切割气体的纯度不够,需要提供高质量的切割工作气体;激光焦点偏移,需要做焦点位置测试,根据焦点的偏移量进行调整;机床运行时间过长出现的不稳定性,此时需要关机重新启动。

以上情况的出现,考虑切割低碳钢时出现毛刺的因素,但不可简单地切割速度,因为增加速度有时会出现板材切割不透的情况,此种情况在加工敷铝锌板。这时应综合考虑机床的其他因素加以解决,如喷嘴是否要换,导轨运动不稳定等。
5、激光未切割透状态的分析
分析后可以发现下面的几种情况是产生加工不稳定的主要情况:激光头喷嘴的选择与加工板厚不匹配;激光切割线速度过快,需要操作控制减小线速度;喷嘴感应不准导至激光焦点位置误差过大,需重新检测喷嘴感应数据,是在切割铝材时容易出现。

这种情况会影响的切割断面光洁度加工质量。此时在其他参数都正常的情况下,应考虑以下情况:激光头喷嘴NOZZEL的损耗,应及时换喷嘴。在无新喷嘴换的情况下,应加大切割工作气体压力;喷嘴与激光头连接处螺纹松动。此时应暂停切割,检查激光头连接状态,重新上好螺纹。
安徽展创物资有限公司专注于合肥激光切割加工厂,钣金件加工,数控折弯加工等, 欢迎致电 15345696506
词条
词条说明
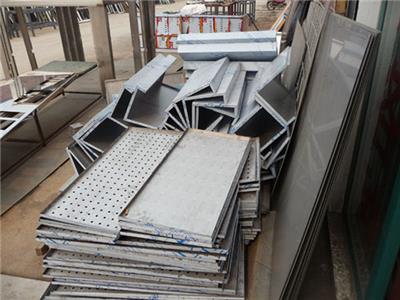
合肥市钢板激光切割加工时利用近聚焦的高功率密度激光束照射工件,然后使被照射的工件材料迅速的被熔化、汽化、烧蚀或者达到燃点,然后借助光束同轴的高速气流将一些熔融物质吹走,以此来实现对于工件切割加工的过程。一般来说激光切割加工的分类主要有四种,分别是激光熔化切割、激光氧气切割和激光划片与控制断裂。利用激光束进行工件的加热,然后使温度迅速的上升,在非常短的时间内使材料达到熔点,材料便会开始汽化从而形成蒸
合肥碳钢激光切割加工工艺已经存在已久,早期的激光切割加工工艺还不是很精湛,后来随着社会的快速发展和科技的进步,钢板作为原材料使用的加工行业越来越多,因此激光切割加工工艺也得到普及,在这个过程中,激光切割加工工艺也得到了很大的提升。人们都知道,钢板是一种硬度强度都很大的材料,早期钢板切割采用的是手工切割,**厚钢板零割厂家告诉用户这个过程其实是很麻烦的,在钢板切割的过程中需要专门的人进行手工固定,而且
1、安徽金属激光切割机穿孔手艺 热切割手艺,除少数情况可以从板边缘开始外,一般都在板上穿一个小孔。之前在激光冲压复合机上是用冲头先冲出一个孔,然后再用激光从小孔处开始进行切割。对于没有冲压装置的激光切割机有两种穿孔的基本方法:脉冲穿孔——采用高峰值功率的脉冲激光使少量材料熔化或汽化,常用空气或氮气作为常用气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小。每个脉冲激光只产生小的微粒喷射,
掌握钣金加工中生产制造中普遍的焊接问题及其解决方法,可以协助处理一些常用的焊接问题。优质的设计方案规则这一部分,论述了设计方案焊缝时要充分考虑的主要因素;对于操纵焊接形变问题,详细介绍了造成形变的缘故和对焊接形变的具体纠正。在其余的设计问题中,探讨了角接连接头的规格及其如何应对造成破裂。简单设计理念关键讲解了一些常用的焊接运用案例;优秀设计理念探讨了焊缝的延展性配对问题和焊接连接头置放问题。对于合
联系方式 联系我时,请告知来自八方资源网!
公司名: 安徽展创物资有限公司
联系人: 余总
电 话:
手 机: 15345696506
微 信: 15345696506
地 址: 安徽合肥肥东县青年路与唐安路皖宏机械厂安徽展创物资(玉龙冲床)
邮 编:
网 址: wuzhi88.b2b168.com






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 安徽展创物资有限公司
联系人: 余总
手 机: 15345696506
电 话:
地 址: 安徽合肥肥东县青年路与唐安路皖宏机械厂安徽展创物资(玉龙冲床)
邮 编:
网 址: wuzhi88.b2b168.com
- 相关企业
- 东莞市合泰机电技术有限公司
- 高密远成机械科技有限公司
- 惠州市仲恺高新区陈江业兴五金机械加工部
- 成都易德利机械有限公司
- 永嘉智高数控加工有限公司
- 深圳市高博达数控加工有限公司
- 马鞍山市裕凯模具有限公司
- 宝鸡铭优特钛制品有限公司
- 象山豪申金属制品有限公司
- 霸州市王庄子乡腾辉数控模具厂
- 商家产品系列
- 产品推荐
- 资讯推荐


¥230000.00




















