环氧煤沥青防腐钢管的施工工艺
- 时间:2020-01-05作者:河北泽盛管道设备有限公司浏览:483
环氧煤沥青防腐钢上料机操作中,首先检查原料包装是否正确、标准,以防上错料。上料前应拆除包装线,并将袋上的灰尘、杂物等清理干净,严防线头、铁块、螺丝、指甲刀等掉入原料中。按照事先指ding的原料上料,中间如果一种料用完换另一种料时,要通知车间主任,让挤出机操作工作出准备。时刻观察挤出机上料装置上料情况,发现上料设备异常应立即上报,并协助修理。观察挤出机电机冷却风机运行情况,发现异常,立即上报。生产过程中注意安全,以免发生危险。
生产结束后对所用料进行盘点,并认真填写生产日志。共聚物挤出机安全操作程序,本操作程序适用于SJ-65/30塑料挤出机的生产作业。在正式生产前提前4小时按共聚物底胶的要求设定温度对挤出机进行预热。组份为环氧煤沥青底漆和面漆,都是以环氧树脂和煤沥青为主要成膜物,添加各种防锈颜料、绝缘性填料、增韧剂、流平剂、稀释剂、防沉剂等制成,B组份是改性胺类固化剂或以固化剂为主料,添加颜填料制成。
本产品销售时A、B组份配套供应,施工时按比例混合,搅拌均匀后在规定时间内用完。非常彻底的喷射或抛射除锈钢材表面无可见的油脂、污垢、氧化皮、铁锈和油漆涂屡等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。地上设备和管道防腐蚀地上设备和管道防腐蚀涂料除下列情况外,隔热的设备和管道应涂l~2道酚醛或醇酸防锈漆。
沿海、湿热地区保温的重要设备和管道,应按使用条件涂耐高温底漆;保冷的设备和管道可选用冷底子油、石油沥青或沥青底滚,且宣涂1~2道。
河北泽盛管道设备有限公司专注于弯头,法兰,三通,异径管,管道,防腐保温钢管等
词条
词条说明
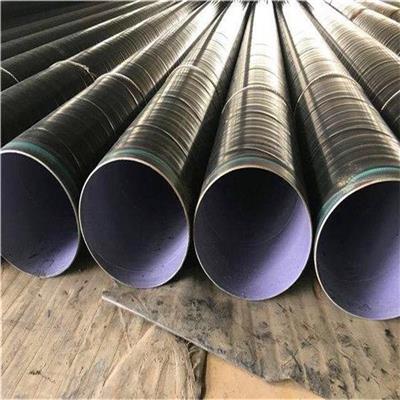
卫生级TPEP防腐钢管具有钢管的强度和钢度,又有塑料的耐化学腐蚀、无污染、内壁光滑、不积垢、流体阻力小等优点。 卫生级TPEP防腐钢管采用热熔结缠绕工艺底层环氧树脂、中间层胶黏剂、外层聚乙烯形成三层结构的防腐层,内壁采用热喷涂环氧粉末防腐方式,将粉末经高温加热熔结后均匀地涂敷在管体表面上。较大提高了涂层附着力及涂层厚度,增强了耐磕碰,耐腐蚀的能力。 卫生级TPEP防腐钢管根据静电喷涂工艺,在钢管
压制弯头又称为冲压弯头或无缝弯头,是用优质碳素钢、不锈钢耐酸钢和低合金钢无缝管在模具内压制而成形的. 氧气管道严禁采用折皱弯头。当采用冷弯或热弯弯制碳钢弯头时,弯曲半径不应小于管外径的5倍;当采用无缝或压制焊接碳钢弯头时,弯曲半径不应小于管外径的1.5倍;采用不锈钢或铜基合金无缝或压制弯头时,弯曲半径不应小于管外径。对工作压力不大于0.1MPa的钢板卷焊管,可以采用弯曲半径不小于管外径的1.5倍
内环氧粉末外3PE防腐钢管在生产过程中,如果提高生产速度,则钢管的直线行进速度提高,环氧粉末的固化时间就相应缩短,此时必须根据所用环氧粉末生产厂家或试验所测试的固化曲线确定钢管的加热温度。通常情况下,生产速度越高,钢管的加热温度应越高, 这样才能达到较佳的固化效果。另外,可通过增大环氧粉末固化段距离来达到满意的固化率,这需要对作业线进行布局调整。一般情况下,在现场为保证胶粘剂合理使用,钢管只加热
碳钢偏心大小头除使用钢管为原料生产异径管外,对部分规格的异径管还可用钢板采用冲压成形工艺进行生产。碳钢偏心大小头生产厂家拉伸所使用的冲模形状参照异径管内表面尺寸设计,用冲模将下料后的钢板冲压拉伸成形。 碳钢偏心大小头是用于管道变径处的一种管件,通常采用的成形工艺为缩径压制,扩径压制或缩径加扩径压制,对某些规格的异径管也可采用冲压成形。 碳钢偏心大小头除使用钢管为原料生产异径管外,对部分规格的异径
联系方式 联系我时,请告知来自八方资源网!
公司名: 河北泽盛管道设备有限公司
联系人: 李猛
电 话: 0317-5121577
手 机: 15031794777
微 信: 15031794777
地 址: 河北沧州盐山县盐山县正港工业区
邮 编: 061300
相关推荐

相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 深圳市新建成科技有限公司
- 河北聚鸿管道制造有限公司
- 菏泽万谷建材有限公司
- 四川勋腾管业有限公司
- 宏科华管道装备制造有限公司
- 泊头市达盈机械设备厂
- 沧州航锐管道装备制造有限公司
- 沧州友森管道有限公司
- 巩义市天翔管道设备有限公司
- 沧州泰汇管道装备有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐

¥7.30




¥5000.00


¥166.00