对焊弯头在施工中的特点
- 时间:2021-12-02作者:沧州康拓管道制造有限公司浏览:309
对焊弯头不仅节省了空间,降低了重量,并且更重要的是确保不会发生泄漏,具有良好的密封性能。
紧凑法兰尺寸之所以可以减小,是由于减小了密封件的直径,这将会不断减小密封工作面的研究截面。
其次,法兰垫片已被密封环所代替,以确保密封面对密封面的匹配。
对焊弯头利用电阻热将两工件沿整个端面同时焊接起来的,
通常有电阻对焊和闪光对焊2种方法,进行的现场安装工作。
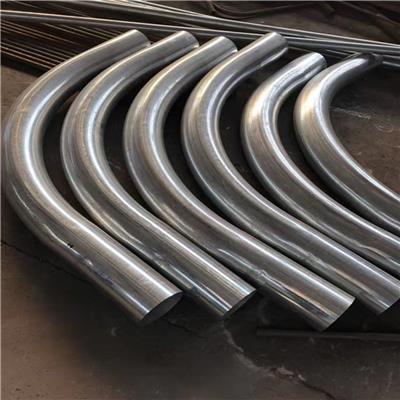
对焊弯头是一种使用钢制热压成型或通过锻造技术成型的弯头,
连接方法是通过弯头与钢管对焊,生产率很高、很容易实现自动化
,所以已经获得了广泛应用。
下面给大家详细介绍下对焊弯头在施工中的特点。
特点1:
对焊弯头主要用于连接两段不同末端半径的管道,或改变管径,通常需要这种类型的弯曲,以根据特定的要求或特定图纸中,
除遵守与管道直径的要求来制造,但是也考虑在管道的的情况,
诸如管道压力,流体粘度,磨料,腐蚀性流体输送和许多其它因素,如温度。
特性2:焊接弯头有焊缝,弯头焊接生锈或腐蚀是在焊接操作之后或管道外部的环境进行防锈处理,以便在焊接中避免弯曲生锈或腐蚀。
特点3:通常在管道施工现场焊接对焊弯头时,这是由于各种管道的焊接标准不同,
需要根据管道的焊缝等级进行现场焊接。需要对不同管道的焊接级别来现场焊接,这是焊接弯头的另一特征。
不锈钢对焊弯头,是一种具有一个中空截面、周边没有进行接缝的长条钢材。
钢中空截面,由于大量的流体管道,
如石油运输,天然气,煤气,水和一些固体材料等。
对焊弯头可以广泛用于生产制造结构件和机械设计零件,弯头与圆钢等实心钢材相比,
在抗弯抗扭强度相同时,重量较轻,
是一种水平截面钢材,如石油钻杆、汽车传动轴、自行车架以及建筑工程施工过程中用的钢脚手架等。
由于圆周相等条件下的圆形面积,可以用圆管输送更多的流体对焊弯头。
另外,进行内部或外部径向压力的圆形横截面,所述的力是均匀的,
因此,无缝对焊弯头的输出流量大适合于我国各行各业,与其它钢管进行焊接时比较简单方便。
编辑精选内容:
沧州康拓管道制造有限公司专注于碳钢无缝弯头,无缝弯头厂家,无缝三通厂家,碳钢对焊法兰,镀锌三通,大口径对焊弯头等
词条
词条说明
三通管压制成型工艺1.在制备三通这种管道部件的时候,制备人员应当熟练掌握三通制备的流程和技能。准备好所需的各种仪器。2.装料和加热:将三通管坯装入天然气加热炉中,用底部垫片将管坯与炉车隔离。并在大于或等于两米的距离处矫直三通管。3.加热并保温三通坯件,以确保三通在烧坏后变平,且焊缝位于三通的中心。4.重复该过程,以确保满足生产要求。在管道施工的过程当中,三通是一种十分常用的管道部件,尤其是在一些管
铸铁三通的热压成形是将大于铸铁三通直径的管坯压扁至铸铁三通直径的尺寸,并在拉拔支管的位置开孔,加热后将管坯放入成形模中,拉拔支管的模具安装在管坯;在压力作用下,管坯被径向压缩。整个过程由管坯径向压缩和支管拉拔而成。与液压胀形铸铁三通不同,热压铸铁三通的金属是通过管坯的径向运动来补偿的,所以又称为径向补偿过程。由于在加热后使用压制铸铁三通,材料成型所需的设备吨位减少。热压铸铁三通对材料适应性广,适用
对焊法兰的生产加工过程:一、退火温度是否达到规定温度。对焊法兰处理一般是采取固溶热处理,也就是人们平常所谓的“退火”,温度范围为1040~1120℃(日本标准)。你也可以通过退火炉观察孔观察,退火区的法兰管件应为白炽状态,但没出现软化下垂。二、对焊法兰加工铸造炉内水汽。一方面检查炉体材料是否干燥,初次装炉,炉体材料必须要烘干;二是进炉的法兰管件是否残留过多水渍,特别法兰管件上面如果有孔的话,千万别
对焊弯头和直缝弯头有什么区别 弯头的种类有很多,无缝弯头,冲压弯头,变径弯头,对焊弯头和直缝弯头等,让人眼花缭乱,今天先给大家讲一下其中的两个,对焊弯头和直缝弯头,它俩有什么区别呢?对焊弯头1.对焊弯头是只使用中板作为原料,切割后,压成两个弯头剖面的一半,然后对接后沿着坡口进行焊接,这样制作出来的弯头叫对焊弯头,它有两条焊缝,对焊弯头通常D
联系方式 联系我时,请告知来自八方资源网!
公司名: 沧州康拓管道制造有限公司
联系人: 巩世文
电 话: 15832804693
手 机: 13373178532
微 信: 13373178532
地 址: 河北沧州盐山县五里窑工业区
邮 编:
网 址: hao1122.b2b168.com
相关推荐







相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 沧州康拓管道制造有限公司
联系人: 巩世文
手 机: 13373178532
电 话: 15832804693
地 址: 河北沧州盐山县五里窑工业区
邮 编:
网 址: hao1122.b2b168.com
- 相关企业
- 河北隆吉管道制造有限公司
- 河北智信达管道制造有限公司
- 沧州龙犇管件制造有限公司
- 河北升启管道有限公司
- 河北泽旭管道制造有限公司
- 河北亿盛管业有限公司
- 河北铸来管道装备有限公司
- 河北钰豪管件有限公司
- 河北凡诚管件有限公司
- 沧州傲森迪克管件制造有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐




¥666.00



¥125.00