PE实壁管常见问题及处理
- 时间:2021-12-15作者:佛山市盛畅管业科技有限公司浏览:266
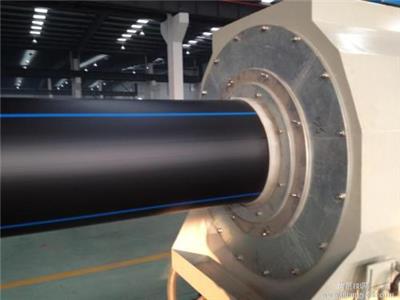
PE管道挤出成形加工工艺操纵
挤出成形加工工艺的性能指标包含成形温度,挤出机压力,丝杆转速比,挤出速率和牵引带速率,投料速率,制冷定形等。
1.原料的预备处理
PE是是非非吸水能力原材料,通常含水量很低,可以达到挤出的必须,但当异戊橡胶含吸水能力色浆,如碳黑时,对环境湿度比较敏感。此外,在应用回料及填充物时,水分含量会扩大。水份不仅造成管材里外表面不光滑,并且将会造成熔体中发生汽泡。通常解决原材料开展预备处理。一般选用干躁解决,也可放相对应的具备去湿作用的改性剂。如**硅消泡剂等。PE的干温度一般在60-90度。在这里温度下,生产量可提升10%--25%。
2.温度操纵
挤出成形温度是促进成形原材料熔融和塑胶熔体流动性的*条件。对原材料的熔融及产品的品质和生产量拥有十分关键的危害。塑胶挤出基础理论温度对话框是在粘流温度和溶解温度中间。针对异戊橡胶而言温度范畴较宽。通常在溶点以上,280度下列均可生产加工。要恰当操纵挤出成形温度,当以掌握被生产加工原材料的承温程度与其说机械性能的内在联系。找到其特性和规律性,才可以挑选一个较好的温度范畴开展挤出成形。因而,在每段温度设置应考虑到下列一些层面:一是高聚物自身的特性,如溶点,相对分子质量尺寸和遍布,熔体指数值等。次之考虑到设施的特性。有的机器设备,入料段的温度对服务器电流量的危害非常大。再度,仔细观察管模头挤出管料表面是不是光洁。有没有气泡等状况来分辨。
挤出温度包含电加热器的设置温度和熔体温度。加温温度就是指外电加热器所供应的温度。熔体温度就是指丝杆前半段与发动机联接间原材料的温度。
料筒温度遍布,从上料区到料管可能是平整遍布,增长遍布,下降遍布及混和遍布。关键在于原材料物点和挤出机的构造。
发动机设定温度,为了更好地得到有效的外形及物理性能,及其减少熔体出入口胀大,一般操纵整体机身温度较低,发动机温度较高。发动机温度较高,可使原材料成功进到模貝,但挤出物的样子可靠性差,缩水率提升。发动机温度低,则原材料塑胶欠佳,熔体黏度大,发动机工作压力升高。尽管那样会使产品太得较密实度,后缩水率小,商品样子可靠性好,可是生产加工较艰难,离模胀大比较大,商品表面不光滑。还会继续造成挤出机背压式提升,机器设备负载大,输出功率耗费也随着提升。
口模设定温度,口模和芯模的温度对管道表面光滑度有影响,在一定的范畴内,口模与芯模温度高,管道表面光滑度高。通常而言,口模出入口的温度不可**出220度,发动机通道的熔体温度为200度,发动机通道和出入口熔体温度差不可**出20度。由于熔体与金属材料间较高的温度差将造成鲨鱼皮状况。过高的熔体温度造成口模漏料。但实际要依据具体情况决策。
熔体温度就是指在丝杆未端测出的熔体具体温度,因而是自变量。关键决策于丝杆转速比和料筒设定温度。高压聚乙烯管材挤出的熔体温度限制一般要求为230度。一般调节在200度上下为宜。聚丙稀管材挤出的熔体温度限制一般为240度。熔体温度不适合过高。一般考虑到原材料的溶解,与此同时温度过高就会使管材定形艰难。
3.工作压力操纵
挤出全过程中较重要的工作压力主要参数是熔体工作压力,即发动机工作压力,一般来讲,提升熔体工作压力,将减少挤出机生产量,而使产品压实度提升,有益于提升产品品质。但工作压力过大,会产生安全隐患。熔体工作压力尺寸与原材料特性,丝杆构造,丝杆转速比,加工工艺温度,滤网的筛网目数,多孔结构板等要素相关。熔体工作压力通常操纵在10-30MPa中间。
4.真空泵定形
真空泵定形关键操纵真空值和制冷速率2个主要参数。通常在达到管材外型品质的条件下,真空值应尽量低,那样管材热应力小,商品在储放全过程中形变小。
5.制冷
高压聚乙烯管材挤出成形中制冷温度规定一般较低,通常在20度下列,在生产制造PPR管材时,**段温度可以稍高,后半段较低,进而产生温度梯度方向。调整制冷出水量也是十分关键的。总流量过大,管材表面不光滑,造成色斑凹痕。总流量过小,管材表面造成亮斑易扯断,如遍布不匀称,管材壁厚不均匀,或椭圆形。
6.丝杆转速比与挤出速率
丝杆转速比是操纵挤出速度,生产量和产品品质的重工机械主要参数。单螺杆挤出机挤出机的转速比提升,生产量提升。剪切速率提升,熔体表观粘度降低。有益于原材料的均化。与此同时因为熔融优良,使大分子间的相互作用力扩大,冲击韧性提升。但丝杆转速比过高,电机负载过大,熔体工作压力过高,剪切速率过高,离模澎胀增加,表面受到影响,且挤出量不稳。
7.牵引带速率
牵引带速率可以直接影响到商品壁厚,标准公差,特性及外型,牵引带速率比须平稳,且牵引带速度管材挤出速率相符合。牵引带速度挤出角速度的参考值体现出产品很有可能造成的趋向水平,该参考值称之为拉申比,其标值务必相当于或**过1.牵引带速率提升,制冷定形的温度标准不会改变时,牵引带速度更快,则产品在口模套,制冷不锈钢水槽中滞留的时长也就较为短,通过制冷定形后的产品內部还会继续残留较多发热量,这种发热量会使产品在牵引带全过程中早已产生的趋向构造产生解趋向,进而造成产品趋向水平减少。牵引带速率越快,管材壁厚越薄,制冷后的产品其长短角度的缩水率也越大。牵引带速率变慢,管材壁厚越厚,越非常容易造成口模与口模套中间漏料。毁坏一切正常挤出生产制造。因而,挤出成形中挤出速度带动速率务必非常好操纵。
8.管材的线上质量管理与后处理工艺
PE属结晶体高聚物,刚退出管材的功能与管材产品投入使用时的规格和特性时有差异的。关键因素有,*1,PE熔体制冷全过程时要产生结晶体功效,玻璃化温度及晶体结构与温度及热历史时间,置放的時间相关。*2,刚退出管材的温度通常高过常温下。*3,刚退出的管材热应力比较大。为了更好地实现特性及宽度的可靠性,一般的高压聚乙烯管材应退出置放24钟头,聚丙稀管材需置放48小时后,可按照相对应的规范开展功能测试。
佛山市盛畅管业科技有限公司专注于PE给水管材,PE排水管厂家,广东双壁波纹管,PE塑钢排水管,HDPE管材,pe实壁管等
词条
词条说明
一、工作压力PE给水管是运输自来水的,通常是需要泵从地下往地面抽水,传至住户家中,由于PE给水管需要承担住泵抽水时的工作压力,因此给水管依照压力的大小,通常将PE给水管分成5个级别,各自是0.6Mpa,0.8Mpa,1.0Mpa,1.25Mpa,1.6Mpa.他们各自承担6公斤工作压力、8公斤工作压力、10公斤工作压力、12. 5公斤工作压力和1 6公斤工作压力。泵抽水的压力越大,需要的PE给水管
PE水管型号规格及价格:1、PE管道使用广泛,其中给水管和燃气管是其两个大的应用市场。2、PE给水管常用的一般有外径32、40、50、63、90、110、160、200、250、315,分SDR21、SDR17两个系列;PE给水管用的外径规格跟燃气差不多,只是SDR规格系列会多一些。 我国水管的规格均采用我国法定单位的公称直径来标称的。如DN20,就是表示公称直径20毫米的给水管。
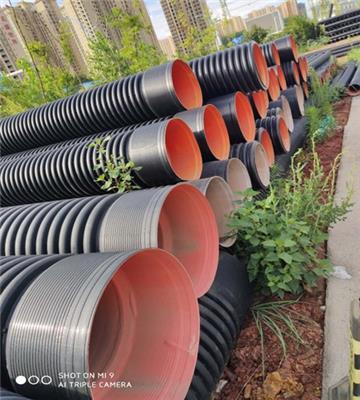
“海绵城市”顾名思义是一种新型的城市雨洪管理方策,这就说明了未来城市在环境适应变化等方面“弹性”的增长。受雨洪水的影响,部分城市人民出行容易受到阻碍。另外,如城市道路积水过深,还会导致PE排水管排水系统失灵.对城市在运转方面产生了较为严重的影响。根据“海绵城市”建设需求.应采取低影响建设开发理念。通过不同方位下垫面类别的低影响设施的建设.提高城市应对灾害的能力或城市环境变化.这样即能保护城市环境.
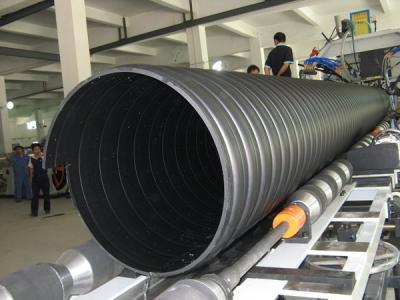
1、PE钢带增强波纹管能够快速的适应地基变形能力,对地基平整度、承载能力要求非常低。2、PE钢带增强波纹管雨水管施工工期会较大程度上的缩短这个是较为明显的优势,土建工程和管节安装时可以分段实施,然后进行分节拼装。3、PE钢带增强波纹管进行工厂集中化生产,生产时不会受到任何环境的影响,现场安装非常的方便,不需要借助任何大型设备。4、PE钢带增强波纹管减少常规建材,如水泥、沙子、石子、木材、钢筋的使用
联系方式 联系我时,请告知来自八方资源网!
公司名: 佛山市盛畅管业科技有限公司
联系人: 李先生
电 话: 0757-88812005
手 机: 15107571084
微 信: 15107571084
地 址: 广东佛山高明区佛山市高明区富湾工业园逢山路
邮 编:
网 址: liusf.cn.b2b168.com
相关推荐







相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 佛山市盛畅管业科技有限公司
联系人: 李先生
手 机: 15107571084
电 话: 0757-88812005
地 址: 广东佛山高明区佛山市高明区富湾工业园逢山路
邮 编:
网 址: liusf.cn.b2b168.com
- 相关企业
- 广西恒宥乾建材有限公司
- 北京市天和鑫迈管道科技有限公司
- 沧州瑞屹管道设备有限公司
- 沧州兴亿钢管有限公司
- 雄县汇泰塑胶制品有限公司
- 宁波盛钜塑业有限公司
- 沧州凯盛管道设备制造有限公司
- 河北宇刚管道设备有限公司
- 东莞市楹圣塑胶化工有限公司
- 河北凯凯塑胶有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐




¥3500.00
¥11.00

¥88.00

¥20.00

¥12.00

¥54.00










