大口径聚氨酯螺旋钢管工艺流程是什么?
- 时间:2022-03-03作者:廊坊万福保温材料有限公司浏览:158
电话0635-8878508-8878509手机网址http:/
韶关黄铜管 韶关黄铜板 韶关黄铜板 韶关黄铜排 黄铜管厂 ,欢迎广大新老客户来电、来函、洽谈!供应铜材:铜线、铜棒、铜带、铜板、铜管、
紫铜、青铜、磷铜、铝青铜等。材质有:H96C2100H90C22000H80C2400H70
C2600H68C26200H652680H63C2720H62C2800HP59-1黄铜棒、H62黄铜板
T3紫铜板…T8紫铜板、磷青铜C5102C5210C5191C1220C1040C111 C1100紫铜板。
黄铜带 C2680C2200C2720C2600C2620纯紫铜C1020C1100黄铜带、C1201C1220
GB状态有O1/2H1/4H3/4HHEHSH高精密黄铜带、紫铜、磷铜、紫铜箔、黄铜箔。
品质优,锌白铜、洋白铜、进口白铜。规格齐全。价格优惠 加工及销售铜合金铜材产品涵盖:
各种牌号规格的铜板、铜带、铜排、铜管、铜棒、铜线、异型铜材、铝材等几大类;
铜合金类型产品有:无氧铜、紫铜、黄铜、青铜、白铜等。铜板带:无氧铜板、**大**厚铜板、
铜止水带、变压器铜带、铜门带、射频电缆带、水箱铜带、引线框架铜带等;铜管棒:镍白铜板。
大口径紫铜管、冷凝器**铜管、结晶器铜管、空调**铜管。公司是国内较大规模的紫铜管
本公司专业经营各种国产及进口无缝管、紫铜管、合金管、结构管、石油裂化管、现货销售公司。
("黄铜管黄铜管黄铜管黄铜管黄铜管黄铜管黄铜管" 相关内容: 黄铜管黄铜管黄铜管黄铜管黄铜管黄铜管黄铜管 )
廊坊万福保温材料有限公司专注于聚氨酯保温管,预制直埋聚氨酯保温管,钢套钢蒸汽保温管,聚氨酯保温管壳,聚乙烯外护聚氨酯保温管等, 欢迎致电 15127662144
词条
词条说明
直埋武聚乙烯夹克管保温管供应 随着国家对环境保护越来越重视保温管这类节能材料的研制受到了国家的重视。使用保温管能够大星的减少能源的消耗减少了环境的污染,能够给我们的居民生活带来更大的便利。近年生产发泡聚氨酯保温管的厂家有很多,多数厂 家能够生产出质星过硬的保温管,大大增加了保温管在集中供暖时的使用寿命。 直埋式聚乙烯夹克管保温管供应硬质聚氨酯保温管 硬质聚氨酯保
聚氨酯保温管选购技巧 聚氨酯保温管质量好坏与否直接关系到工程质量情况,在市面上购买该如何进行选购呢? 首先,我们应该看好生产产品的厂家。如果生产的生产实力较为强大,那么所生产出来的产品在质量上也是具有一定的**的,并且售后服务情况更是能够非常完善的服务于消费群
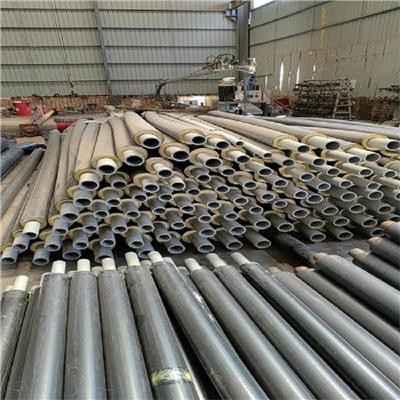
泡沫聚氨酯保温管道也称保温直埋管 由输送介质的,工作钢管、泡沫保温层、聚乙烯塑料外护管,通过设备依次向外结合而成。吸水率低的原因是由于聚氨酯泡沫的闭孔率高达92%左右。低导热系数和低吸水率,加上保温层和外面性能好的高密度聚乙烯或玻璃钢保护壳,改变了传统地沟敷设供热管道“穿湿棉袄”的状况,大大减少了供热管道的整体热损耗。工作钢管外皮很难受到外界空气和水的侵蚀。只要管道内部水质处理好,据国外资料介绍
万福保温开启聚氨酯瓦壳限时免费拿样,万福销售聚氨酯管壳可提供施工,聚氨酯管壳其具有容量轻、强度高、绝热、隔音、阻燃、耐寒、防腐、不吸水、施工简便快捷等优异特点,实数是是用于保冷的好材料。 在您参加聚氨酯风壳限时免费拿样后可仔细观察产品质量。聚氨酯管壳特点有很多,其采用高功能聚醚多元醇和多次甲基多苯基多异氰酸酯为主要原料,在催化剂、发泡剂、表面活性剂等作用下,经化学反映发泡而成。具有容量轻、强度高
联系方式 联系我时,请告知来自八方资源网!
公司名: 廊坊万福保温材料有限公司
联系人: 徐国贞
电 话: 0316-5833089
手 机: 15127662144
微 信: 15127662144
地 址: 河北廊坊大城县赵家务村
邮 编:
相关推荐







相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 沧州铭强管道有限公司
- 沧州捷通管道制造有限公司
- 沧州桐福管道有限公司
- 河北洲际管道防腐保温工程有限公司
- 沧州桐福管道有限公司
- 江西天然气管道防腐有限公司
- 盐山正烨贸易有限公司
- 天津市岩通钢管有限公司
- 盐山县众信锥形管件有限公司
- 河南联塑实业有限公司
- 商家产品系列
- ABS管
- grc构件
- 库存建材
- 栏杆
- 冷弯型钢
- 立柱盆
- 砾石
- 脸盆龙头
- 淋浴架
- 淋浴龙头
- 淋浴柱
- 琉璃瓦
- 楼宇设施
- 路边石
- 铝板材
- 铝挂板
- 铝管材
- 铝合金窗
- 铝幕墙
- 铝塑管
- 铝天花
- 铝型建材
- 马桶盖
- 马桶刷
- 马桶座垫
- 水龙头
- 水泥
- 水泥外加剂
- 水泥制品
- 水曲柳板材
- 产品推荐
- 资讯推荐

¥50.00




¥6.00

¥200.00

¥2200.00




¥8.00











