聚氨酯保温管制作流程和工艺特点
- 时间:2022-05-14作者:廊坊万福保温材料有限公司浏览:153
聚氨酯保温管制作流程和工艺特点
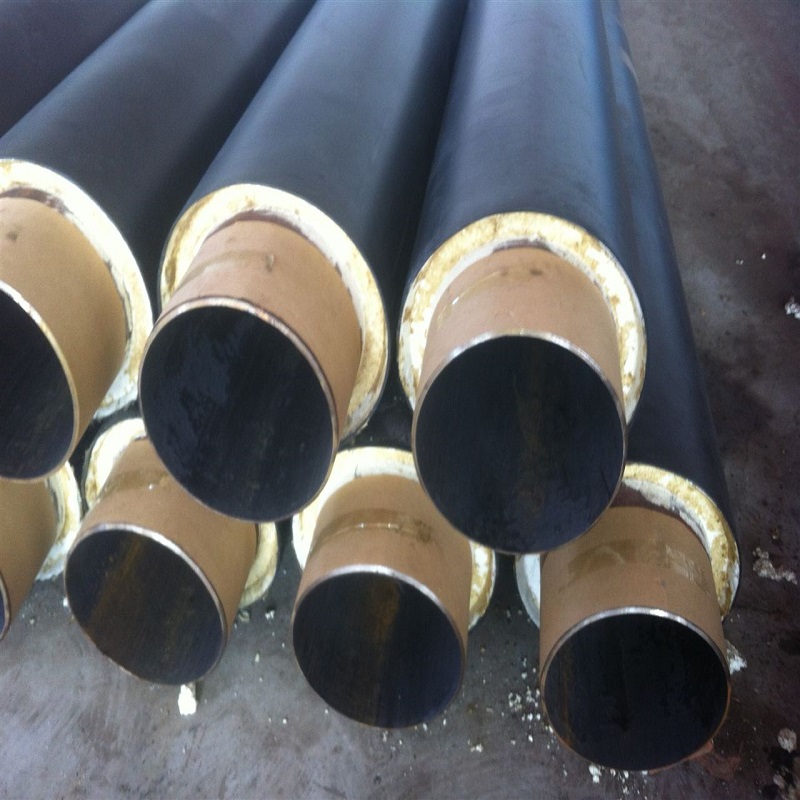
外护层为HDPE高密度聚乙烯外护管分为“两步法”和“一步法”制作工艺,聚氨酯硬质泡沫保温层与高密度聚乙烯外护层(夹克管)一次成型的制作工艺,我们称这为“一步法”,产出高密度聚乙烯外护层,然后在聚乙烯外护层与钢管之间的空隙再浇注聚氨酯硬质泡沫塑料保温层的制作工艺就是我们常说的“两步法”。
一步法制作流程:
钢管除锈----钢管防腐----聚氨酯发泡----成形----成品检测----入库
工艺特点:
用料广泛,可以由环氧粉末及各种涂料对钢管道防腐。
泡沫可采用聚酯高温泡沫及沥青黑泡沫。
夹克层与泡沫层粘接、泡沫层与防腐层粘接、防腐层与钢管粘接牢固。
两步法制作流程:
钢管抛丸除锈----聚氨酯发泡----成形----成品检测----入库
工艺特点:
抛丸除锈:
抛丸除锈机、除尘器、上管机、下管机、输管机应在车间外布置。
将待抛丸除锈的钢管顺序送至上管机→开启上管机→输管机→抛丸除锈机→除尘器钢→管的运行速度调整→抛丸量调整→抛丸效果达到钢管表面糙化并呈现出原金属光泽→下管机。
穿管及支架捆扎:
#按芯管和保温层选定的HDPE外护管(产品符合设计要求或CJ/T114-2000标准)→穿管机V型槽。
抛丸处理后的钢管(下管机)→输管机→穿管机托辊输送段→分段捆扎支架(1.5米/段)→将捆扎好支架芯管穿入V型槽上的HDPE外护管内直至芯管两端裸露部分均为15㎝或20㎝。
将符合芯管直径和保温层厚度的卡头(内涨或外卡)封堵在管道两端并将其锁紧(拉紧)。
注:支架的结构、高度、材质、捆扎方式、抗压强度应根据芯管直径和设计要求选取。
聚氨酯直埋保温管制作流程和工艺特点
廊坊万福保温材料有限公司专注于聚氨酯保温管,预制直埋聚氨酯保温管,钢套钢蒸汽保温管,聚氨酯保温管壳,聚乙烯外护聚氨酯保温管等, 欢迎致电 15127662144
词条
词条说明
涂塑复合管是以焊接钢管为基材其优点是什么 涂塑复合管是以焊接钢管为基材,采用喷砂化学双预处理、预热、涂塑、养护、后处理等工艺制成。其综合性能优异,耐机械腐蚀性强,良好的化学稳定性和耐水性,具有耐腐蚀、耐压力、抗菌等功能。它-般不受输送介质的约束,塑料涂层与钢材具有很强的结合力。涂层材料:环氧树脂(EP)适用于工作环境,在80°C以下的钢管涂层具有高附着力,其涂层硬度高,耐冲击性好,并具有良好的耐化
直埋预制保温管发泡形成结构 硬泡聚氨酯作管道保温材料时,其施工方法一般有一次发泡成型法和预制发泡法,而一次发泡成型法的施工工艺又称灌注(或称浇注)发泡以及喷泡发泡等三种。注意事项:生产过程中聚氨酯组合聚醚与异氰酸酯一定要严格按照产品说明书要求的比例称量,物料必须充分搅拌均匀,否则将会影响聚氨酯泡沫的性能。储存时,必须严加密封,
塑套钢直埋式保温管生产工艺塑套钢直埋式保温管具有热损失小,抗压性能强,防腐防水性能好等特点。特别适合地下水位高的地区。它与传统的地沟敷设管道相比,具有保温性能好,防腐,绝缘性能好,使用寿命长,施工安装简便,占地面积小,工程造价低等一系列优点。已经广泛用于集中供热,输油、化工、制冷及高寒地区供水等工程。聚氨酯保温管用于室表里各种管道,集中供热管道,中央空调管道、化工、医药等工业管道的保温、保冷工程、
预制发泡保温管※保温层材料为60KG/M3—80KG/M3的聚氨酯硬质泡沫塑料,采用高压发泡机在工作芯管与外套管之间形成的空腔中一次性注入硬质聚氨酯泡沫塑料原液,即俗称的“管中管发泡工艺",可充分填满工作芯管与外套管之间的间隙,并具有一定的粘结强度,使钢管、外套管及保温层三者之间形成一个牢固的整体。聚氨酯硬泡体材料是一种集、保温、隔热于一体的多功能保温材料 预制发泡保温管复合塑料管:由外护管、支
联系方式 联系我时,请告知来自八方资源网!
公司名: 廊坊万福保温材料有限公司
联系人: 徐国贞
电 话: 0316-5833089
手 机: 15127662144
微 信: 15127662144
地 址: 河北廊坊大城县赵家务村
邮 编:
相关推荐







相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 沧州铭强管道有限公司
- 沧州捷通管道制造有限公司
- 沧州桐福管道有限公司
- 河北洲际管道防腐保温工程有限公司
- 沧州桐福管道有限公司
- 江西天然气管道防腐有限公司
- 盐山正烨贸易有限公司
- 天津市岩通钢管有限公司
- 盐山县众信锥形管件有限公司
- 河南联塑实业有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐

¥50.00




¥6.00

¥200.00

¥2200.00




¥8.00











