金刚石树脂砂轮厂家的电镀金刚石有何区别?
- 时间:2021-04-16作者:青岛晟鑫杰金刚石工具有限公司浏览:427
金刚石树脂砂轮厂家电镀金刚石有何区别?
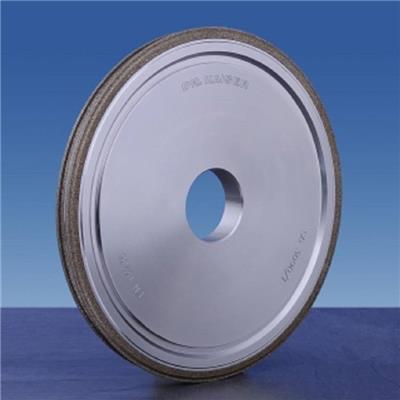
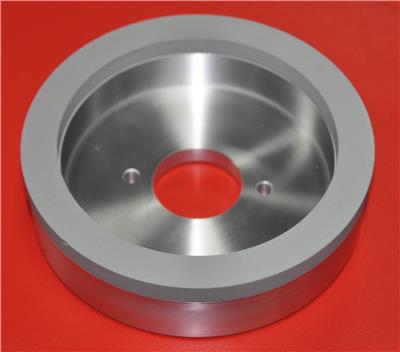
树脂金刚石砂轮和电镀金刚石砂轮的主要区别在于结合剂的不同,树脂金刚石砂轮主要内采用容酚醛树脂加少量金属粉作为结合剂,而电镀金刚石砂轮是通过电沉积的方法将镍钴合金沉积在金属基体表面并固定金刚石磨料的一种砂轮生产工艺,他们在性能上的主要区别在于:
1、在加工效率方面,由于电镀砂轮采用更高品级的磨料并且只有一层磨料,散热性能等方面有自己的优势,所以电镀金刚石砂轮加工效率更高;2、使用寿命方面,电镀砂轮只有一层磨料,所以电镀砂轮的使用寿命会次于树脂金刚石砂轮;
3、加工精度方面,对于工件的表面粗糙度方面的影响,同样粒度的情况下,电镀砂轮加工出来的表面粗糙度要差一些。
青岛晟鑫杰金刚石工具有限公司专注于金刚石砂轮刀厂家,金刚石修整笔厂家,金刚石电镀砂轮厂家,金刚石树脂砂轮厂家,天然金刚笔厂家,金刚石成型刀厂家等
词条
词条说明
1:用途树脂结合剂金刚石砂轮硬度高,强度大,研磨能力强,主要用于研磨高而硬的合金、非金属材料、切割硬而脆硬质合金、非金属矿物等。2:特性树脂结合剂金刚石砂轮具有良好的抛光作用,磨削时砂轮锋利,不易堵塞,具体特点如下:1.磨削效率高,同时砂轮消耗相对较慢;2.自锐性好,磨削时发热量小,不易堵塞,减少了磨削时出现工作烧伤的现象;3.砂轮具有一定的弹性,有利于改善工件表面的粗糙度,主要用于精磨、半精磨、
如何判断刀具磨损及改进方法?1、听声音,判断刀具是否磨损,听声音是较直接的,出现刺耳的叫声说明刀具已经出现严重磨损了,当然这个需要经验积累。2、看加工,如果加工过程中,冒断续的无规则火星,说明刀具已经磨损,可根据刀具平均寿命及时换刀。3、听主轴声音,主轴出现明显的憋转现象,说明出现严重磨损。4、看加工表面,加工过的底面刀纹时好时坏(如果开始阶段就这样说明吃刀深度过深)。5、加工震动加剧,刀具不快时
金刚石砂轮刀在砂轮修整方面有着其特有的优势,无论普通砂轮还是特殊砂轮都可以使用金刚石砂轮刀修整.金刚石砂轮刀是通过天然金刚石的硬度及自然尖角来修整砂轮的.特别适合于直径大、粒度大的磨床砂轮的精密修整。也可用于普通砂轮的修整.是应用较广的砂轮修整工具.根据金刚石的大小及硬度,可分为一级二级三级。质量0.2克拉以上。尺寸恨据要求定制.本公司承接砂轮刀修理和加工.本公司根据20年的生产经验制造的金刚石砂
青岛晟鑫杰金刚石工具有限公司是生产天然金刚石修整器的专业厂家。主要产品有金刚石成型刀、车刀、砂轮刀、四角刀、金属笔、金刚石修整器、金刚石滚轮、金刚石拉丝模、玻璃刀、刻花刀、硬度计压头、金刚石铰刀、硅刀、金刚石砂轮、及天然钻石、钻戒等。还可定制来料加工及修理,原料主要来源于南非、比利时。天然金刚笔厂家选用优质天然金刚石为原材料,将单颗天然金刚石精心镶焊在一定规格的柄体上,主要用于各种高精度磨床砂轮的
联系方式 联系我时,请告知来自八方资源网!
公司名: 青岛晟鑫杰金刚石工具有限公司
联系人: 崔小姐
电 话:
手 机: 19935941334
微 信: 19935941334
地 址: 山东青岛李沧区虎山路68号
邮 编:
网 址: cjf4134.b2b168.com
相关推荐







相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 佛山市金岚科技有限公司
- 台州市圣西亚金刚石设备有限公司
- 句容欣达晶体材料有限公司
- 厦门麦莎贸易有限公司
- 西安博锐钻采机具有限公司
- 扬中市鸿兴金刚石工具厂
- 河北佰顿金刚石工具有限公司
- 泉州市朝旭金刚石工具有限公司
- 北京市朝阳鑫磊金刚石工具厂
- 西安盈磊超硬磨具科技有限责任公司
- 商家产品系列
- 产品推荐
- 资讯推荐




¥2500.00

¥670.00