液氧储罐哪家好
- 时间:2020-08-24作者:山东中杰特种装备股份有限公司浏览:590
要焊接的液氧储罐应当满足焊接工艺和焊接材料的相关要求:
1、储罐的罐**板和包边角钢在焊接时,应焊缝对称均匀分布,并且沿同一方向分段退焊;
2、先焊内侧焊缝,后焊外侧焊缝,径向的长焊缝宜采用隔缝对称施焊方法,并且由中心向外分段退焊;
3、焊接前应首先检查组装质量,去除坡口面与坡口两侧20㎜范围内的铁锈、水分和污物,并且应充分干燥;
4、缺陷深度或者打磨深度**过1㎜时,应进行补焊,并打磨平滑;
5、深度**过0.5㎜划伤,电弧擦伤、焊疤等有害缺陷,应打磨平滑,打磨后的钢板前洲反渗透泵厚度不应小于钢板名义厚度扣除负偏差值;
6、液氧储罐的焊接,先焊垂直焊缝,后焊环向焊缝;当焊完相邻两圈壁板的纵向焊缝后,再焊其间的环向焊缝;焊工均匀分布,并沿同一方向施焊;
7、定位焊及工卡具的焊接,应由合格焊工施焊,引弧不应在母材或完成的焊道上。
低温液体储罐立式储油罐施焊前,应按《钢制压力容器焊接工艺定》JB4708-2000及《立式圆筒形钢制焊接储罐施工及验收规范》GBJ128-1990施工规范规定进行焊接工艺定。并结合图纸设计要求首先根据钢号、板厚、焊接方法、焊材等施工因素,按国家现行《焊接性实验》标准材料的焊接性实验,以确定合适的焊接工艺参数。
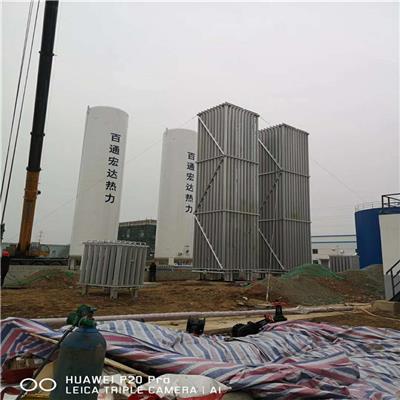
1、采用双层壁真空粉末绝热,完备的质保体系,严格的制造工艺,进口的关键组件,质量稳定可靠。
2、采用高质量的珠光砂充量,整体低温储罐进行氦质谱检漏,绝热性能好,蒸发损失小,使用寿命长。
3、进口油漆,确保产品外形更加美观防腐寿命更长。
4、储罐结构紧凑,先进的管路和流程设计,是操作更加简捷安全,维修更加方便,安全可靠。
5、分立式和卧式两种,除常规型产品外,可设计、制造各种容量和压力等级的低温液体储罐。
山东中杰特种装备股份有限公司(原菏泽锅炉厂有限公司)始建于1984年,位于菏泽市开发区济南路2218号,注册资金5000万元,总资产4.5亿元,现有三个厂区,共占地25万余平方米,员工800多人。历经多年积淀,企业已发展成为集团化、规模化、多元化的大型企业。公司产品市场广阔,符合国家绿色、节能、环保、新动能转换发展趋势,主导产品:工业锅炉、压力容器、中央空调等。公司高度聚焦绿色能源特种装备事业的发展,以**的产品和服务奉献社会。在经济寒冬形势下,中杰特装逆势而上,产值利税仍实现倍增式增长!选择中杰特装,携手共创辉煌!
山东中杰特种装备股份有限公司专注于二氧化碳储罐厂家,湖北二氧化碳储罐,湖北液氮储罐,液氮储罐厂家等
词条
词条说明
燃气锅炉在选型中我们应当注意以下几方面: 1.采暖功率: 燃气锅炉的功率主要为了满足卫生热水需求。在采暖方面,我们只需保证采暖炉的输出功率不小于房间的总采暖负荷需求即可。 2.流量、汞压: 燃气锅炉采暖炉为采暖系统中的一部分,进行系统设计和采暖炉的选型当中,在考虑采暖炉提供的采暖水流量能满足居室内的采暖需求同时,应使采暖系统?形成的阻力不**过机器内部本身循环
许多企业单位对于燃气锅炉的需求不是特别大,就会挑选吨位较小的锅炉设备就能满意出产和供热需求了。依照吨位来划分燃气锅炉的话,一般6吨及以下的燃气锅炉都属于中小型锅炉。对于这一范围内的锅炉,该怎么操作运转并进行后期的保护作业呢?一起来和中杰特装看一看吧!1、燃气锅炉操作人员应当经过合格训练持证上岗,并深熟锅炉性能及操作相关知识,锅炉操作人员在岗时须配备好安全劳保用品;无关人员不得进出锅炉房;锅炉点火前
二氧化碳储罐是二氧化碳储存及汽化装置项目中的主要设备,起储存二氧化碳的作用。 该产品的工艺过程如下:当汽车槽车开到接卸站后,分别接通储槽与槽车的气相及液相管,利用槽车的接卸液泵,将二氧化碳卸到储槽。储槽中二氧化碳以-23℃~-30℃的液态存在,低温状态由制冷机维持。 液态二氧化碳经汽化器汽化后,经减压阀减压后送到车间使用;还可将二氧化碳灌入钢瓶。&n
本公司生产的60方二氧化碳储罐采用双层真空绝热的方式,可以有效的通过抽真空防止储罐内的低温液体与外界环境换热,保证LCO2的低温储存,从而不需要额外的冷却系统即可满足正常使用。 山东中杰特装生产的低温储罐品类型号齐全,除60方二氧化碳储罐外,还有5方到150方的规格供客户选择,满足各行各业对气态或者液态二氧化碳的使用需求。对于饮料行业来说,二氧化碳是饮料添加剂的可以选择,包括各式各样的碳酸饮
联系方式 联系我时,请告知来自八方资源网!
公司名: 山东中杰特种装备股份有限公司
联系人: 蒋振杰
电 话:
手 机: 15098306460
微 信: 15098306460
地 址: 山东菏泽牡丹区济南路
邮 编:
相关推荐





相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 山东鑫永特环保科技有限公司
- 锦隆(广州)实业发展有限公司
- 南阳杜尔气体装备有限公司
- 青岛海空压力容器有限公司
- 江苏铂瑞环保科技有限公司
- 河南泓阳压力容器有限公司
- 山东宏晟压力容器有限公司
- 湖南湘东化工机械有限公司
- 杭州皓华压力容器有限公司
- 山东通利兴化工设备有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐

¥200.00




¥88888.00


耐酸耐碱化工设备K5000L搪玻璃蒸馏/浓缩/结晶/分离反应釜
¥78960.00

多探头钢筋混凝土桥梁结构腐蚀系统CST730阳极梯腐蚀监测仪苏州
¥32000.00

¥15000.00

¥150.00











