挤出吹塑机
- 时间:2024-12-23作者:山东通佳智能装备有限公司浏览:184
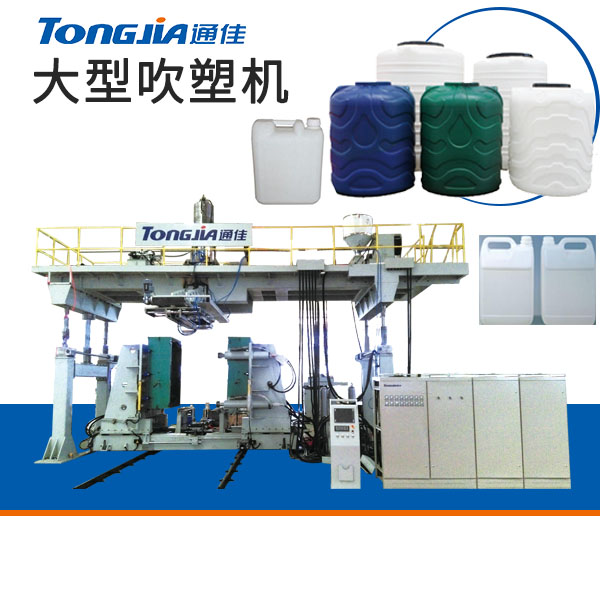
挤出吹塑机也称中空吹塑,一种发展迅速的塑料加工方法。热塑性树脂经挤出或注射成型得到的管状塑料型坯,趁热,置于对开模中,闭模后立即在型坯内通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,经冷却脱模,即得到各种中空制品。吹塑薄膜的制造工艺在原理上和中空制品吹塑十分相似,但它不使用模具,从塑料加工技术分类的角度,吹塑薄膜的成型工艺通常列入挤出中。吹塑工艺在*二次世界大战期间,开始用于生产低密度聚乙烯小瓶。50年代后期,随着高密度聚乙烯的诞生和吹塑成型机的发展,吹塑技术得到了广泛应用。中空容器的体积可达数千升,有的生产已采用了计算机控制。适用于吹塑的塑料有聚乙烯、聚氯乙烯、聚丙烯、聚酯等,所得之中空容器广泛用作工业包装容器。根据型坯制作方法,吹塑可分为挤出吹塑和注射吹塑,新发展起来的有多层吹塑和拉伸吹塑。
动力部分节能:大多采用变频器,节能方式是通过节约电机的余耗能,例如电机的实际功率是50Hz,而你在生产中实际上只需要30Hz就足够生产了,那些多余的能耗就白白浪费了,变频器就是改变电机的功率输出达到节能的效果。加热部分节能:加热部分节能大多是采用电磁加热器节能,节能率约是老式电阻圈的30%-70%。
1.相比电阻加热,电磁加热器多了一层保温层,热能利用率增加。
3.相比电阻加热,电磁加热器的加热速度要快四分之一以上,减少了加热时间。
4.相比电阻加热,电磁加热器的加热速度快,生产效率就提高了,让电机处在饱和状态,使其减少了,高功率低需求造成的电能损耗。以上四点就是飞如电磁加热器,为什么能在吹塑机上节能高达30%-70%的原因。
山东通佳智能装备有限公司专注于中空吹塑机,吹瓶机,塑料成型机,注塑机,中空挤出成型机等, 欢迎致电 18766889163
词条
词条说明
怎么认识吹塑机的种类中空吹塑机、注射吹塑机和特殊结构吹塑机三大类。 1、挤出吹塑机:挤出吹塑机是挤出机与吹塑机和合模机构的组合体,由挤出机及型坯模头、吹胀装置、合模机构、型坯厚度控制系统和传动机构组成。型坯模头是决定吹塑制品质量的重要部件之一,通常有侧进料型模头和*进料型模头。大型制品吹塑时多采用蓄料缸式型坯模头。蓄料缸容积小为1kg,大可达240kg。型坯厚
全自动吹塑机螺杆为什么出料不正常 全自动吹塑机螺杆为什么出料不正常,那还是要看螺杆具体的出料情况,才能判断出料不正常的产生原因。小编今天就会根据不同的出料情况,做出不同的分析。今天整理的全自动吹塑机螺杆出料不正常的原因有三种,并在每一种下面给出了原因分析。1、螺杆出料不稳定。通常表现为螺杆出料过快过慢或者出料长度不一。这一般要从吹塑机的伺服阀和电子尺
吹塑机日常保养,你做到了吗?1.每班开机之前,必须在各活动部件加润滑油一次。(机械手、机械手导轨、开合模导轨) 2.摆臂可(3—4)天加一次。加温机大链条、小链条可一个月一次。经常检查主机减速器、加温机减速器是否缺油。主机轴承可(2—3)个月加一次。 3.生产前检查各运动部件是否牢固,螺丝是27simn钢管报价否松动脱落,特别是冲击力较强的地方,皮带传动部分是否异常。
吹塑机分类与如何选择双层还是三层吹塑机吹塑机简单来说,就是将原料塑化成型胚,通过挤出机挤出管状的型胚,通过模头注入模具内部,注入压缩空气,将型胚吹胀,紧贴于模具内部,进行冷却脱模,做成各种中空吹塑制品,那么吹塑机分类有哪些呢?根据对型胚加工方式不同,吹塑机分为挤出吹塑机和注塑吹塑机。较为常见的就是挤出吹塑机,刚才说的过程就是挤出吹塑机的加工成型方式。热塑性塑料(原料)通过螺杆转动,加热成熔融状态,
联系方式 联系我时,请告知来自八方资源网!
公司名: 山东通佳智能装备有限公司
联系人: 许辰
电 话: 0537-2980366
手 机: 18766889163
微 信: 18766889163
地 址: 山东济宁山东省济宁市国家技术产业开发区黄金大道
邮 编:
相关推荐






相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 柳州市精业机器有限公司
- 济宁品舜机械有限公司
- 沧州玖誉塑料机械有限公司
- 山东通佳智能装备有限公司
- 东光县祥龙机械厂
- 江苏森耀电器设备有限公司
- 东光县祥龙机械厂
- 北京鸿尔国际展览有限公司
- 东光县祥龙机械厂
- 北京欧亚商汇国际会展有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐

¥89890.00

实验室小型PVC塑料吹膜机制袋机设备体积小噪音低pp吹膜机宝鼎
¥68000.00

¥1000000.00

¥1500000.00

¥24500.00

¥620000.00


¥55000.00

¥130000.00


¥8888.00











