西藏质量好的自动不锈钢管焊接机报价诚信企业推荐 湖北峰佑自动切割弯管
- 时间:2020-03-08作者:湖北峰佑高端装备制造有限公司浏览:101
使用金属激光切割机切割厚板的难度 - 切口太窄,导致热量损失增加。 激光切割速率的降低促进了激光切割区域的热损伤。 热损伤的关键方法是热传导。 厚度越厚,热损伤越大,激光切割率越低。 虽然激光穿透板坯并且大量的炉渣粘附在底部,但是切口底部的材料去除变得不一致。采用推丝方式时,将送丝机构安装于焊接小车之外,减小了焊接小车的体积和重量,可以使用大功率的送丝机和直径为1。 熔渣形成是由于狭缝底部的平均切割温度低,而低温也是由于能量损失大。
多功能性
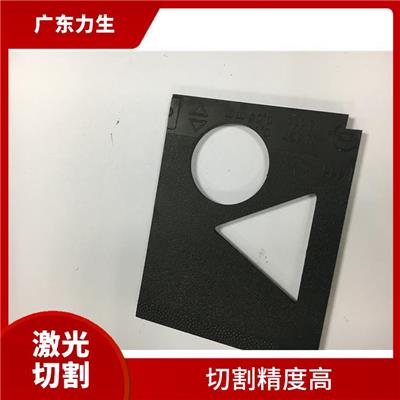
激光切管适用于圆管、方管、矩形管、弯头等型材,可以对不锈钢管、碳钢管、铁管、铜管、铝等金属管材进行切断、斜切、冲孔、镂空等,可实现管材开孔、断切、相贯线及常规方式难以实现的各种异形复杂图形的精密切割。激光切管机可以切割任何在不锈钢管上编程的形状,激光可以完成任何方向的切割,可切割任意角度弯头。采用实芯焊丝加气体保护的焊接工艺,若是多遍成型,则焊接过程可简单分为打底、填充、盖面三个阶段,无须对焊缝表面进行清理而直接进行下一道工序,但焊接速度相对强迫成型而言慢一些。激光切管所要加工的形状通过电脑编程设计,不同规格程序之间灵活快速切换。这也是很多传统工艺所达不到的。
切割板材种类
精细等离子切割机:适用于各种金属材料的切割,以中厚板切割为主,碳钢,不锈钢,铝板,铜板。
激光切割机:主要以中薄板为主,切割材料相对广泛, 有色金属高反材料(不锈钢 铝板 铜板)切割成本相对偏高。
三、切割特点
精细等离子切割机:在切割中厚板的过程中,可以达到非常高的切割速度,5-30mm板材,速度约1.5-3.5mm/min,割缝窄,热影响区小,变形小。
湖北峰佑高端装备制造有限公司专注于激光切割弯管一体机,自动管路环缝焊设备,自动管端起筋设备等
词条
词条说明
管道自动焊机 送丝方式 送丝的平稳程度直接影响焊接质量。送丝方式可以简单分为拉丝和推丝两种方式。拉丝时焊枪离送丝机的安装位置较近,焊接过程中焊丝离开送丝机后受到的阻力较小,因此可以保证送丝过程平稳,但送丝机和焊丝盘均须安装在焊接小车之上,增加了焊接小车的重量,给人工装拆增加了困难,重量增加还容易造成焊接小车行走不平稳。使用直径为 0.8mm 或 1.0mm 的小盘焊丝(重量约为 5kg )减轻了
西藏质量好的自动不锈钢管焊接机报价诚信企业推荐 湖北峰佑自动切割弯管
使用金属激光切割机切割厚板的难度 - 切口太窄,导致热量损失增加。 激光切割速率的降低促进了激光切割区域的热损伤。 热损伤的关键方法是热传导。 厚度越厚,热损伤越大,激光切割率越低。 虽然激光穿透板坯并且大量的炉渣粘附在底部,但是切口底部的材料去除变得不一致。采用推丝方式时,将送丝机构安装于焊接小车之外,减小了焊接小车的体积和重量,可以使用大功率的送丝机和直径为1。 熔渣形成是由于狭缝底部的平均
轨道应满足下列条件:装拆方便、易于定位;结构合理、重量较轻;自动环缝焊机采用精密直线轴承支承,手动调节焊枪距离,焊枪三维调节机构及焊枪夹持机构采用铝合金十字调架使焊枪夹持牢固可靠,焊枪的位置调节也方便、灵活。有一定的强度和硬度,耐磨、耐腐蚀。轨道分为柔性轨道和刚性轨道两种。所谓刚性轨道就是指轨道的本体刚度较大、不易变形,而柔性轨道则是相对刚性轨道而言。两种类型的轨道各自有各自的特点。刚性轨道定位
自动管端起筋机: 对管端起劲及涨缩口,自动完成管端成型,更换模具快速,管端成型时间快,效率高。 全自动起筋机特点: 采用高精度自动控制系统及专业订制的高压油压站,只需一个指令机器自动完成管端成型。 比传统的起劲旋转切割方式更安全快速,且压筋精度准确,产品质量可靠,外观漂亮。 工作稳定,安全性高,振动小,噪音低,*特的机台及模具安全结构性设计,移动式脚踏开关,确保工人操作安全,减少事。 焊枪采用自
联系方式 联系我时,请告知来自八方资源网!
公司名: 湖北峰佑高端装备制造有限公司
联系人: 赵继安
电 话: 0710-2955883
手 机: 18771559341
微 信: 18771559341
地 址: 湖北襄阳襄州区襄阳高新区大型科技园区襄阳科技城(高新区深圳工业园西经五路)
邮 编: 441000
相关推荐

相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 湖北峰佑高端装备制造有限公司
联系人: 赵继安
手 机: 18771559341
电 话: 0710-2955883
地 址: 湖北襄阳襄州区襄阳高新区大型科技园区襄阳科技城(高新区深圳工业园西经五路)
邮 编: 441000
- 相关企业
- 深圳市追赶激光智能装备股份有限公司
- 德州宇海数控设备有限公司
- 古洛激光科技(苏州)有限公司
- 筋斗云(山东)工业设计有限公司
- 扬州十牛自动化有限公司
- 武汉全一激光科技有限公司
- 大连弘英机电设备有限公司
- 苏州镭拓激光科技有限公司
- 上海银田机电工程有限公司
- 武汉启创未来激光设备制造有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐



¥27.00

声波立式塑料振水口机可搭配机械手全自动ABS塑胶水口振落机器
¥150000.00



¥55000.00
¥100000.00


¥20000.00











