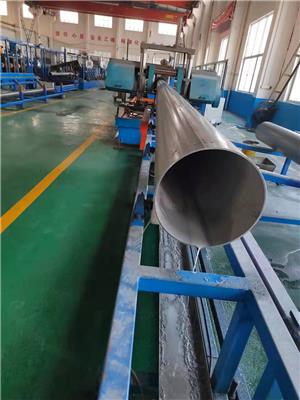
大口径不锈钢焊管酸洗钝化的操作步骤分为以下8点:
- 时间:2021-12-01作者:江苏安惠环境设备科技有限公司浏览:691
移动脚手架,任丘市晨光脚手架厂专业生产移动脚手架,脚手架。移动脚手架指施工现场为工人操作并解决垂直和水平运输而搭设的各种支架。 建筑界的通用术语,指建筑工地上用在外墙、内部装修或层高较高无法直接施工的地方。主要为了施工人员上下干活或外围安全网维护及高空安装构件等,说白了就是搭架子,脚手架制作材料通常有:竹、木、钢管或合成材料等。有些工程也用脚手架当模板使用,此外在广告业、**、交通路桥、矿山等部门也广泛被使用。 不同类型的工程施工选用不同用途的脚手架和模板支架。目前,桥梁支撑架使用碗扣脚手架的居多,也有使用门式脚手架的。主体结构施工落地脚手架使用扣件脚手架的居多,脚手架立杆的纵距一般为1.2~1.8m;横距一般为0.9~1.5m。用途广,用于室内外装修,门店广告牌,楼宇支撑,墙壁脚手架,功能多。可单用,双用,可移动。效率高。机动灵活快速拆装。承载力大。安全可靠。便于管理。经济适用使用时间长 任丘市晨光脚手架厂愿与您长期友好合作,共同发展!
江苏安惠环境设备科技有限公司专注于不锈钢焊管,不锈钢工业焊管,压力容器等
词条
词条说明
(1)阅读焊接工艺卡,了解施焊工件的材质、所需要的设备、工具和相关工艺参数,其中包括选用正确的焊机,(如焊接铝合金则需要用交流焊机),正确的选用钨极和气体流量,首先,要从焊接工艺卡上得知焊接电流的大小等工艺参数。然后选用钨极(一般来说直径2.4mm用的比较多,它的电流造应范围是150A—250A,铝例外)。再根据钨极的直径选用多大的喷嘴,钨极直径的2.5—3.5倍是喷嘴的内径D=(2.5—3.5)
按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。 1.1、热轧不锈钢无缝管一般在自动轧管机组上生产。实心管坯经检查并清除表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和**头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。最后经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管
钢管对照尺寸表怎么看?怎么对照理解?其实很简单。首先,DN代表公称直径,例如DN20对照钢管的外径就是φ25mm。那么壁厚又是怎么算的呢?按照标准Sch5S的钢管壁厚就是1.6mm,Sch10S钢管壁厚是2mm。参照下面的工业焊管规格及参考重量表,常用的钢管的外径尺寸和壁厚,很容易就能对照。这个表格是常规通用尺寸的表格,还有一些非标规格,当然就不在这个表格里了。想了解更多其他规格和尺寸,可以留言关
不锈钢工业管道健康、卫生、耐腐蚀、经久耐用,能有效防止饮用水二次污染,作为饮用水工业管道具有*特的优势。它们在欧美发达国家已普及到千家万户,但在我国发展缓慢。304L不锈钢工业管:作为低碳钢,其耐蚀性一般与304相近,但经焊接或消除应力后,其抗晶间腐蚀性能优异。也可不经热处理使用。保持良好的耐腐蚀性。但从成本和销量的角度看,外表皮薄,焊接不可避免,给装修带来麻烦,防盗效果差。但是,圆管也有一定的局
联系方式 联系我时,请告知来自八方资源网!
公司名: 江苏安惠环境设备科技有限公司
联系人: 窦押华
电 话:
手 机: 15696090004
微 信: 15696090004
地 址: 江苏泰州兴化市科技园区富强路3号
邮 编:
网 址: jsanhuily.b2b168.com
相关推荐





相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 江苏安惠环境设备科技有限公司
联系人: 窦押华
手 机: 15696090004
电 话:
地 址: 江苏泰州兴化市科技园区富强路3号
邮 编:
网 址: jsanhuily.b2b168.com
- 相关企业
- 贵阳乾森贸易有限公司
- 佛山市宝金晟不锈钢有限公司
- 河北帮伟管道设备有限公司
- 佛山市羽臣旺不锈钢有限公司
- 昆明市盘龙区顺佳钢管钢模租赁店
- 昆明欣阳建筑机械设备租赁有限公司
- 伟申(深圳)金属材料有限公司
- 河北中佑钢结构有限公司
- 湖南桂盛钢结构有限公司
- 江苏浦奥金属制品有限公司
- 商家产品系列
- 不锈钢
- 普圆钢
- 合金钢
- 锡合金
- 钛合金
- 碳合结钢
- 低合金板
- 热轧薄板
- 生铁
- 矿石
- 炼钢炉料
- 炉料
- 钢坯
- 钢铁
- 特殊钢
- 铜合金
- 钨钢
- 无缝钢管
- 钢铁厂撇油机
- 东莞钢铁废气处理
- 钢铁厂水处理剂
- 薄带硅钢铁芯专用切割片
- 高频焊管天津亨发钢铁
- 天津亨发钢铁冷镀锌焊管
- 钢铁厂破碎机
- 厂家钢铁
- 钢铁冶炼服
- 钢铁侠益智游戏机
- 山东钢铁厂家直销
- 废钢铁破碎机鸿运当头
- 产品推荐
- 资讯推荐





¥3000.00

¥999.00




¥18600.00













