济宁九天矿业销售绞车JD-1调度绞车
- 时间:2019-04-15作者:山东九天矿业设备 有限公司浏览:18
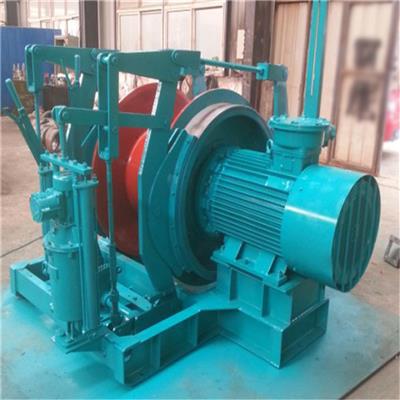
本绞车传动采用两组内齿轮传动副和一组行星齿轮系。电动机轴直接伸入卷筒端部,由电机齿轮和小内齿轮组成一对内齿轮传动副;内齿轮的连轴齿轮与另一小内齿轮又组成*二个内齿轮传动副;以*二个内齿轮的连轴齿轮为太阳轮和行星架上的两个行星轮相啮合、两个行星轮又和大内齿轮相啮合构成行星轮系。机器运转时;当刹紧大内齿圈上的刹车带、而卷筒松刹时,行星齿轮一面绕着心轴自转、同时又绕着太阳轮公转,由于行星齿轮架和卷筒有两个键和六个螺栓相连接,因此带动卷筒旋转进行作业。 当刹紧卷筒上的刹车带、松开大内齿圈上的刹车带时;行星架停止转动、行星轮仅绕心轴自转并带动大内齿圈旋转。 如果卷筒和大内齿圈两个刹车同时松开,则两种运转都有可能出现;但是,严禁两个刹车带同时刹紧!同时刹紧将会发生设备事故。 本绞车可通过两个刹车装置交替刹紧、松开来调节牵引速度。 经大修后的绞车须按操作规程进行空运转试车,试车前先将卷筒盘转2~3圈、确认无问题后再启动电动机;使绞车正、反各转15分钟;如有不正常声音或电流不正常、可调整电机轴线位置,待正常后装底脚定位销、并紧固底脚螺栓进行带负荷试验,以考虑整机是否达到技术规范所要求的性能。 绞车的装配过程按以上相对应的步骤进行,装配时应注意以下几个问题。 1. 大内齿圈与卷筒之间应保证有1~1.4毫米的间隙,可以通过调整垫的厚薄来实现。 2. 电动机和轴承支架的中心高力求一致,偏差不大于0.1毫米。 3. 刹车的松紧、可由铰链螺栓来调整。 4. 调整刹车把上定位螺钉的位置、以保证刹车性能良好。 5. 各轴承以及定位件一定要装配到位。轴承以热装为好(在油中加热、油温在120~140度之间),装前应先在配合面上涂以适量的机油,轴承内填入约2/3容积量的润滑脂;
山东九天矿业设备 有限公司专注于刮板输送机,绞车,耙斗装岩机,支柱,锚杆,道岔,铁路等
词条
词条说明
本绞车传动采用两组内齿轮传动副和一组行星齿轮系。电动机轴直接伸入卷筒端部,由电机齿轮和小内齿轮组成一对内齿轮传动副;内齿轮的连轴齿轮与另一小内齿轮又组成*二个内齿轮传动副;以*二个内齿轮的连轴齿轮为太阳轮和行星架上的两个行星轮相啮合、两个行星轮又和大内齿轮相啮合构成行星轮系。机器运转时;当刹紧大内齿圈上的刹车带、而卷筒松刹时,行星齿轮一面绕着心轴自转、同时又绕着太阳轮公转,由于行星齿轮架和卷筒有两
联系方式 联系我时,请告知来自八方资源网!
公司名: 山东九天矿业设备 有限公司
联系人: 韩经理
电 话:
手 机: 18953772278
微 信: 18953772278
地 址: 山东济宁山东省济宁市 任城区中德广场B座01单 元6层0611号
邮 编: 272000
网 址: jt23698.b2b168.com
相关推荐






相关阅读
托盘模具厂家\塑胶托盘模具\定制开模注塑
300A汽油发电电焊一体机低油耗
乌兰察布|矿用混凝土注浆泵|出售【山东生产】
GRC厂家深度探讨GRC门头造型如何提升建筑整体视觉效果
古典艺术镀金栏杆扶手装饰 别墅安装玫瑰金楼梯护栏
盐山山东齐鲁油漆丙烯酸涂料优缺点
手动灌装机-1000L吨桶化工油脂灌装机
医院pvc地胶垫 塑胶地板每平米价格
混凝土输送泵常见的型号规格
冲压件加工出现翘曲不平怎么办?
贺州市回收石墨烯导静电漆
深圳条码证书下达了!
标准气体稀释装置在HJ1317-2023中的作用
行星式搅拌机成功“搅局”UHPC高 性 能混凝土行 业,你怎么看?
想创业缺乏经验怎么办
济宁九天矿业销售绞车JD-1调度绞车
八方资源网提醒您:
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 山东九天矿业设备 有限公司
联系人: 韩经理
手 机: 18953772278
电 话:
地 址: 山东济宁山东省济宁市 任城区中德广场B座01单 元6层0611号
邮 编: 272000
网 址: jt23698.b2b168.com
- 相关企业
- 济宁杰昊工矿设备有限公司
- 合浦源通投资发展有限公司
- 南阳博瑞投资有限公司
- 河南融泰投资有限公司
- 鄂尔多斯市亨泰全投资有限责任公司
- 福建省特睿投资有限公司
- 郴州市鼎成置业有限公司
- 石狮合泰投资发展有限责任公司
- 尤溪县天祺投资有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐


¥96300.00

¥6888.00



¥2000.00




¥88.00











