铸焊的操作规程及常见问题的解决
- 时间:2022-09-22作者:扬州爱力生蓄电池有限公司浏览:135
标题:铸焊的操作规程及常见问题的解决
关键词:发电机组蓄电池,机组电池,柴油机组蓄电池,汽油机组蓄电池,燃气机组蓄电池,柴油发电机电池,柴油机组电瓶,柴油发电机电瓶,柴油发电机蓄电瓶,发电机起动用蓄电池,发电机启动用蓄电池,鑫贝迪蓄电池厂家
铸焊的操作规程及常见问题的解决
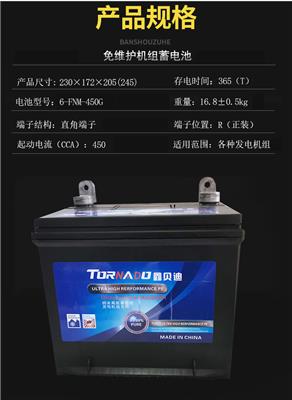
铸焊工艺要根据模具的设计结构以及电池的类型确定浇铸铅液温度、进铅时间、冷却温度、模具温度等。工艺参数与模具的结构、较耳厚度、脱模剂的喷涂、助焊剂类型及合金成分密不可分。模具是依据电池类型和汇排流结构而设计制造。
铸焊的操作包括:准备工作、喷模、正常生产。
准备工作
操作工作前应穿戴好劳动保护用品。在设备需要润滑的部位加注润滑油。检查所有设备运动部分正常,将生产所需的原辅材料准备好。安装好模具,打开总开关,提前给铸焊机铅锅加热。
喷模
1、清除模具表面杂质,保持模具表面清洁和干燥。尤其不能有油污,因为油污及杂质影响软木粉的附着性能,且容易脱落,从而达不到保温要求,易出现掉片及汇流排毛刺、飞边等质量问题。
2、用空气压缩将模具内部吹干净,等铸焊模具温度达到工艺要求,打开铅泵,将铅液注入空模腔,铅液达到模具模腔的80%高度,要求距离模具表面1-3mm。
3、对带铅模具表面进行喷涂,喷涂时要均匀,模腔内上部露出部位和模具表面都要喷涂到,一般喷涂3-5遍。脱模剂厚度大约在0.03-0.1mm之间。
4、等模具表面脱模剂完全干燥后,**出铅零件。
5、根据产品规格及生产较板片数,对模具模腔底部进行喷涂,相同的模具,较板片数越多喷涂量越多,反之片数越少则喷涂量越少。如有铸焊时融耳现象,则将模腔底部喷模剂刮掉。
正产生产
设置并调整控制表盘上铸焊工艺餐宿,符合工艺要求。先手动生产机组较板群,检查焊接效果,达到要求后,设置为自动,在生产几组,检查焊接效果,达到要求后,进行首件定型。然后转入正常生产。
扬州爱力生蓄电池有限公司专注于发电机组蓄电池,起动型电池,柴油发电机组蓄电池等
词条
词条说明
标题:柴油机组蓄电池铅膏的稠度关键词:发电机组蓄电池,机组电池,柴油机组蓄电池,汽油机组蓄电池,燃气机组蓄电池,柴油发电机电池,柴油机组电瓶,柴油发电机电瓶,柴油发电机蓄电瓶,发电机起动用蓄电池,发电机启动用蓄电池,鑫贝迪蓄电池厂家柴油机组蓄电池铅膏的稠度柴油机组蓄电池(发电机组蓄电池、柴油发电机电池、柴油机组电瓶、柴油发电机电瓶、柴油发电机蓄电瓶)铅膏的稠度是表示铅膏粘性的一个要求参数。如果铅膏
扬州爱力生蓄电池有限公司是一家拥有15年集生产、科研、设计、销售和系统集成为一体的高新企业,在扬州建立蓄电池生产基地公司拥有员工百余人,从事研究发电机组起动蓄电池、新能源蓄电池、太阳能蓄电池三轮车蓄电池等配套服务产品,成功研发出来纳米起动强动力型电池,凭借着不断的研发成功,公司产品成功应用于百家企业。电子化的物流体系,产品及时到达客户手中。24小时的在线客服,售前售中售后的服务。“诚信为本”的宗旨
标题:鑫贝迪机组电池酸比重关键词:发电机组蓄电池,机组电池,柴油机组蓄电池,汽油机组蓄电池,燃气机组蓄电池,柴油发电机电池,柴油机组电瓶,柴油发电机电瓶,柴油发电机蓄电瓶,发电机起动用蓄电池,发电机启动用蓄电池,鑫贝迪蓄电池厂家鑫贝迪发电机蓄电池酸比重鑫贝迪机组电池酸比重,是指蓄电池电解液的比重。电解液就是蒸馏水和硫酸。国标GB1008中规定温度为15℃时,铅酸蓄电池电解液比重为1.22-1.30
标题:发电机组蓄电池电极较化的分类关键词:发电机组蓄电池,机组电池,柴油机组蓄电池,汽油机组蓄电池,燃气机组蓄电池,柴油发电机电池,柴油机组电瓶,柴油发电机电瓶,柴油发电机蓄电瓶,发电机起动用蓄电池,发电机启动用蓄电池,鑫贝迪蓄电池厂家发电机组蓄电池电极较化的分类发电机组蓄电池较化分为三种,**种是电化学较化,电极在溶液界面间进行反应,不可逆生引起的较化。*二种是浓差较化,由于反应物的消耗,或生成
联系方式 联系我时,请告知来自八方资源网!
公司名: 扬州爱力生蓄电池有限公司
联系人: 冯汉东
电 话:
手 机: 15952707945
微 信: 15952707945
地 址: 江苏扬州邗江区望月路199号(金莱阁)321号
邮 编:
相关推荐



相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 上海伊誊实业有限责任公司
- 山东博奥斯能源科技有限公司
- 徐州大亚智能科技有限公司
- 深圳市鼎华科技发展有限公司
- 福建中立恒自动化设备有限公司
- 沈阳康科瑞机电设备有限公司
- 福州尹普泰电气科技有限公司
- 上海朔川电气设备有限公司
- 南阳首安防爆电气有限公司
- 广州坂本电气有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐


¥125.00









¥700.00











