精密小孔加工
- 时间:2018-08-17作者:北京华诺恒宇光能科技有限公司浏览:43
1.零件分析
(1)零件材料分析。该零件材料为DT4E,属于硬度较低、刚度较差的材料。DT4E材料在切削过程中有如下特点:材料质地较软、粘性较大;切削温度高;切屑不易折断,易粘结;刀具易磨损。
(2)零件结构分析。此零件是液压阀中的重要的功能零件,孔系表面要有高的硬度、好的耐磨性、强的耐腐蚀性、高的表面质量,因此对零件的孔系表面进行镀镍处理。φ4.5H7、φ4.7H7尺寸为镀镍后尺寸,因要求表面镀镍层厚度为9~12μm,因此机械加工需保证孔的镀前尺寸φ4.5 mm、φ4.7 mm ,同时需保证孔系的形位公差要求(基准A为零件左端φ35s7外圆)。
φ4.7H7孔与φ4.5H7孔联接处要求R0.2mm,而两孔的单边差异只有0.1mm,这为加工带来了难度,且一般刀具很难保证R要求。
(3)加工现状。在加工过程中,存在以下问题,造成零件的合格率低,产品不能按期交付。
因加工刀具、切削参数、切削应力的影响,零件易于变形,精密小孔系尺寸不能满足工艺镀前尺寸的要求。
φ4.5H7孔的孔壁厚度<1mm,加工过程因零件的变形,局部出现孔壁穿透现象。
精密小孔孔底根部要求R0.2mm,需通过修磨刀尖R保证,因手工修磨的刀尖R不规则,造成零件不合格。
为了提高零件的合格率,保证产品的按期交付,采取了以下措施。
2.采取措施
(1)优化工艺方案。工艺方案优劣是影响零件加工质量的重要因素,故首先从工艺方案上进行优化。根据零件结构及尺寸特点,及多次试验的验证,将工艺方案优化为粗加工→热处理 →半精加工→精加工。细节如下:①粗加工去除大量的切削余量。②半精加工选用双主轴加工中心,零件一次装夹,除精密小孔系留精加工余量外,其余各尺寸加工至设计图样的要求,这样可有效保证零件各尺寸及形位要求。孔系φ4.5 mm、φ4.7 mm加工至φ4.5 mm、φ4.7 mm,形位公差满足图样要求。③精加工采用改进铰刀加工小孔,有效保证了孔的尺寸和形位公差要求。
(2)选择合适的加工设备。对尺寸公差在千分位的零件,一般选择的加工方法是研磨或坐标磨。但对于材质较软,孔为盲孔且短孔的零件,因存在让刀等因素,选择这两种方法不太理想,研磨加工会将孔加工成锥度孔,坐标磨加工无法保证孔径及孔底根部R0.2mm要求。
鉴于以上原因,结合零件的结构特点,选择定位精度高、加工精度高、操作方便的瑞士精密小车床——肖布林SCHAUBLIN150作为加工此零件精密小孔系的设备。
(3)采用理想的加工刀具及刀具参数。加工φ4.5 mm、φ4.7 mm孔,较好的刀具是铰刀。
铰刀的工作部分由切削部分和校准部分组成。切削部分为锥形,担负主要切削工作。一般的设计角度为:主偏角 5°~15°,前角 0°,后角5°~8°。校准部分的作用是校正孔径,修光孔壁和导向。为此,这部分带有很窄的刃带γ0=0°,α0=0°。
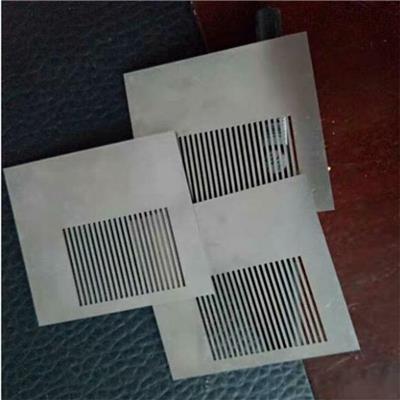
北京华诺恒宇光能科技有限公司专注于硅片精密切割,**薄金属精密切割,垫片阀片切割等
词条
词条说明
硅片切割液按成分的分类将硅片切割液按照成分来分类,可分为两大类:油性硅片切割液和水性硅片切割液。第一类:油性硅片切割液这类切割液是以矿物油为主要成分,其中含有矿物油、防腐蚀剂、抗挤压剂等物质。由于本身具有易燃性质,对环境污染较大,在清洗硅片时需要使用含氟的烷烃溶剂,所以容易导致起泡。第二类:水性硅片切割液这类切割液是可以溶于水或者被水分散,清洗硅片时用水即可,虽然不用**溶剂,对人体和环境无损害,
伴随着我们生活水平的提升,对大家所衣食住行的空间规定也变得越来越高,如通信,大家规定**高清度、高响应时间、可以信赖、信息保密通信,这就对通讯基础设施建设明确提出了更好的规定,因此,人们生物学家提升了4G通信的阻碍,开发设计出5G通信,并得到平民化运用,高新科技促进了5G发展趋势。 在安全性方面上,我国信息保密通信尤其突显,在我国也进行了一系列的**科技信息保密通信产品研发与资金投入,并走在里世界前
**薄金属精密切割优点激光可以将多种类型的薄金属(包括金属板和箔)高精度切割成复杂的形状。将聚焦的高能激光光斑与同轴气体辅助相结合,可实现*进一步加工的清洁切割。许多行业都可以使用激光切割薄金属,例如汽车、电器、电子、能源、医疗设备制造等,它的优点包括:非接触式切割,激光不需要磨锐和更换切割刀片。它们还消除了对薄金属施加的额外力——防止翘曲和其他损坏。精确控制。聚焦、局部的激光能量可实现非常窄且切
占有金属材料加工三分之一天地的钣金件加工,其主要用途之广,几乎发生在各个领域,假如历数钣金件的切割加工工艺,无非激光器切割、低温等离子切割、火苗切割、液压剪板机、冲压加工等;在其中,钣金件激光器切割机有近些年盛行并不断发展起来的,在金属材料板材切割行业,从μm级的纤薄板材到几十毫米厚的板材,都能够较致合理的切割。从某种程度上说,激光器切割机为钣金件加工产生了一次加工工艺。相对性于传统式的切割方法,
联系方式 联系我时,请告知来自八方资源网!
公司名: 北京华诺恒宇光能科技有限公司
联系人: 马经理
电 话: 18920259803
手 机: 18920259803
微 信: 18920259803
地 址: 北京丰台南三环西路88号春岚大厦1-2-2102
邮 编:
相关推荐

相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 中山市叁创激光打标加工有限公司
- 山东泷德金属制品有限公司
- 佛山市森楠激光设备有限公司
- 成都淏泰金属制品有限公司
- 深圳市众立汇科技有限公司
- 东莞市鑫艺激光切割有限公司
- 河北威铁铁路科技有限公司
- 深圳市鑫达机电科技有限公司
- 宁波市北仑区甬星标识厂
- 上海元联实业有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐