衡水数控加工中心编程培训
- 时间:2021-05-29作者:河北德玛科技信息有限公司浏览:589
以槽中心为坐标原点一般来讲,你要先用面铣刀光一刀表面,那我们现在用直径50的面铣刀一刀光。光面不需要编写程序,我看你标注的尺寸,这块半成品板应该不大:25×25×8mm的样子.刀具选用:直径12两刃粗铣刀一把,直径8高速钢铣刀一把(有精镗刀的话更好)。O100;N1; 直径12两刃铣刀G54 G90 G0 X0 Y0 ; G43 Z100. H01 S700;M13;Z3.; G01 Z0 F200;M98 P101 L4;M09;G90 G0 G49 ZO M19;M01;N2; 直径8的高速钢立铣刀G54 G90 G0 X0 Y0;G43 Z50. H02 S1000;M13;Z0;G01 Z-2. F300;X5.;G02 I-6.;G01 X0;G90 G49 Z0 M19;M01;M30;O101;G91 G01 Z-0.5 F200;X3.9;G02 I-3.9;X0.;M99;在这里说明解释一下:一、我不知道你做的这个直径20的槽有没有公差要求,按道理说应当是有的,所以在**把刀开粗的过程中,我留下来0.2mm余量;二、当**把刀走到Z -1.5mm的时候,你要将单段按钮打开,因为深度应该没有要求,另外为给精加工外圆做准备,所以在走*四段子程序的时候,要将:O101;G91 G01 Z-0.5 F200;X3.9;G02 I-3.9;X0.;M99;改变为:O101;G91 G01 Z-0.6 F200;X3.9;G02 I-3.9;X0.;M99;也就是将深度多加工10丝。另外,你在用直径8mm的立铣刀精铣的时候,我也是在理论上认定这把刀具是真正的8mm刀具,但实际加工过程中,你要先将深度值改为:Z-0.3,**刀试加工完毕后,测量一下,看是否在公差范围之内,为保险起见,我也建议你再用卡尺卡一下。
河北德玛科技信息有限公司专注于石家庄ug数控编程培训,邢台ug数控编程培训,北京ug培训,石家庄数控编程培训,衡水ug数控编程培训,沧州ug数控编程培,石家庄模具培训,保定ug数控编程培训,邯郸ug数控编程培训等, 欢迎致电 13833466981
词条
词条说明
G94/G95进给速度控制指令(1)G94:确定进给速度的单位为m m/min、inches/min、degrees/min,为模态指令;(2)G95:确定进给速度的单位为mm/r、inches/r,与主轴转速有关,为模态指令;(3)F :确定进给速度值,具体单位由G94/G95确定,为模态指令;九、G41/G42/G40刀具半径补偿指令G40:取消刀具半径补偿;G41:刀具半径补偿被激活,沿切削
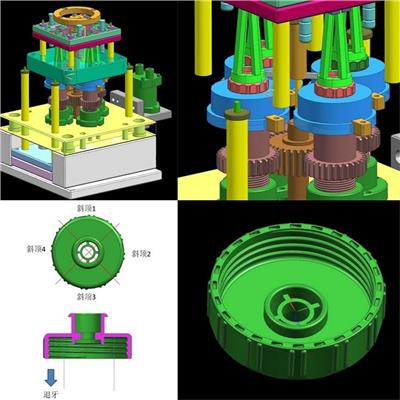
清根驱动主要用于清除工件中凹圆角上的余量,清角时多使用小球刀而不用牛鼻刀或平底刀,因为很难获得理想的刀具路径。多轴加工(增加旋转轴)使用比较广泛的多轴加工有可变轴曲面轮廓铣(VARIABLE_CONTOUR)和深度加工五轴加工(ZLEVEL_5AXIS)可变轴曲面轮廓铣:使用较多的驱动方法是曲面和流线两种。曲面用于选择加工的曲面,而流线用于要改变刀轨路径的场合,但流线必须是U和V型,就是网格曲线。
Ug软件功能强大,从工业设计到产品设计、仿真确认和优化、数控编程等等,应用十分广泛,其中在CNC数控编程中,Ug更能体现出它的仿真试加工优势,让数控编程中刀路完善合理化那么我们应该如何学习Ug软件中数控编程模块呢?Ug数控编程简单来说,就是我们通过所需加工图纸需求,根据软件制作程序,然后通过CNC驱动程序加工,完成产品制作的过程。所以学Ug编程模块之前,较好先熟悉CNC机床运作原理,机械制图,识图
CNC编程就机械加工机器的编程,编程很简单,每条都是一个命令加坐标,但编这个程序不是懂电脑就行,要大量的对机械的工艺认识,例如刀具使用、材料、切屑深度、机器转速、进给量等等,才能编出合理的程序,UG编程是指采用西门子公司研发的专业3D软件NXUG,进行数控机床的数字程序的编制。UG是当前世界较先进、面向先进制造行业、紧密集成的CAID/CAD/CAE/CAM软件系统,提供了从产品设计、分析、仿真、
联系方式 联系我时,请告知来自八方资源网!
公司名: 河北德玛科技信息有限公司
联系人: 李老师
电 话:
手 机: 13833466981
微 信: 13833466981
地 址: 河北石家庄裕华区石家庄裕华区方兴路178号
邮 编:
网 址: sjzcnc.cn.b2b168.com
相关推荐








相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 河北德玛科技信息有限公司
联系人: 李老师
手 机: 13833466981
电 话:
地 址: 河北石家庄裕华区石家庄裕华区方兴路178号
邮 编:
网 址: sjzcnc.cn.b2b168.com
- 相关企业
- 湖北欧凡企研教育科技有限公司
- 东莞市酷睿教育科技有限公司
- 东莞市实力教育咨询有限公司
- 潍坊博海数控技术培训有限公司
- 成都金加成型工程技术咨询有限公司
- 慈溪市学程教育信息咨询有限公司
- 张家港市捷梯职业培训学校
- 东莞盈安教育科技有限公司
- 上海育通教育信息咨询有限公司
- 昆山凯思达培训有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐



¥1000.00

¥5000.00




¥1000.00

¥10.00










