保定ug数控编程培训机构
- 时间:2021-04-29作者:河北德玛科技信息有限公司浏览:125
加工次序的组织应遵从什么准则?
加工次序的组织应依据零件的结构和毛坯情况,以及定位夹紧的需求来考虑,重点是工件的刚性不被损坏。次序一般应按下列准则进行:
1.上道工序的加工不能影响下道工序的定位与夹紧中间穿插有通用机床加工工序的也要综合考虑。
2.先进行内形内腔加工序,后进行外形加工工序。
3. 以相同定位、夹紧办法或同一把刀加工的工序较好衔接进行,以削减重复定位次数,换刀次数与挪动压板次数。
4. 在同一次装置中进行的多道工序应先组织对工件刚性损坏小的工序。

工件装夹办法的确认应留意那几方面?
在确认定位基准与夹紧计划时应留意下列三点:
1. 力求设计、工艺、与编程计算的基准一致。
2. 尽量削减装夹次数,尽可能做到在一次定位后就能加工出全部待加工外表。
3. 防止选用占机人工调整计划。
4. 夹具要开畅,其定位、夹紧组织不能影响加工中的走刀(如发作碰 撞),碰到此类情况时,可选用用虎钳或加底板抽螺丝的办法装夹。
河北德玛科技信息有限公司专注于石家庄ug数控编程培训,邢台ug数控编程培训,北京ug培训,石家庄数控编程培训,衡水ug数控编程培训,沧州ug数控编程培,石家庄模具培训,保定ug数控编程培训,邯郸ug数控编程培训等, 欢迎致电 13833466981
词条
词条说明
1、学习UG数控编程,先学会CAD,有了这个基础,会让你学起UG健步如飞。2、学会编程简单,要编好程序难,建议你先学习《数控加工技术》里的数控加工工艺,然后学习数控铣、加工中心编程与操作;3、毕竟UG加工主要还是针对模具这块,复杂零件的自动编程,简单的手工就完成了,所以呢,自动编程主要还是应用在加工中心上。4、学习UG数控编程很简单,肯用心,有CAD基础十天半个月就行了,主要还是:工艺。不懂加工工
怎么对加工工序进行区分数控加工工序的区分一般可按下列办法进行:1.刀具集中分序法 便是按所用刀具区分工序,用同一把刀具加工完零件上所有能够完结的部位。在用*二把刀、*三把完结它们能够完结的其它部位。这样可削减换刀次数,紧缩空程时刻,削减不必要的定位差错。2. 以加工部位分序法 关于加工内容许多的零件,可按其结构特点将加工部分分红几个部分,如内形、外形、曲面或平面等。一般先加工平面、定位面,后加工
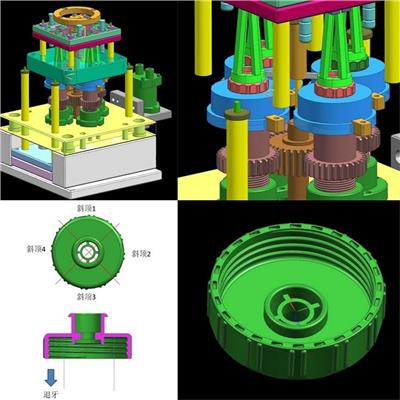
UG CAM是整个UG系统的一部分,它以三维主模型为基础,具有强大可靠的刀具轨迹生成方法,可以完成铣削(2.5轴~5轴)、车削、线切割等的编程。UG CAM是模具数控行业较具代表性的数控编程软件,其较大的特点就是生成的刀具轨迹合理、切削负载均匀、适合高速加工。另外,在加工过程中的模型、加工工艺和刀具管理,均与主模型相关联,主模型更改设计后,编程只需重新计算即可,所以UG编程的效率非常高。UG CA
对自动插件的设备更能体现其优点,插件不到位、插件料少等;非接触检测方式,可监视带静电的成型品;可检测多色产品的色料比例防止次品连续出现;顶针折断或复位不到位检测;滑块到位检测;模穴内外异物检测;可忽略任意位置的检测区域,将干扰彻底消除;安全门开关消除报警,安装门动作自动复检,保证模具安全;检测速度Z快0.01秒,双相机Z快0.1秒;*1次拍照即在开模后产品未被顶针**出时的瞬间拍照,确认产品有无严重
联系方式 联系我时,请告知来自八方资源网!
公司名: 河北德玛科技信息有限公司
联系人: 李老师
电 话:
手 机: 13833466981
微 信: 13833466981
地 址: 河北石家庄裕华区石家庄裕华区方兴路178号
邮 编:
网 址: sjzcnc.cn.b2b168.com
相关推荐








相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 河北德玛科技信息有限公司
联系人: 李老师
手 机: 13833466981
电 话:
地 址: 河北石家庄裕华区石家庄裕华区方兴路178号
邮 编:
网 址: sjzcnc.cn.b2b168.com
- 相关企业
- 湖北欧凡企研教育科技有限公司
- 东莞市酷睿教育科技有限公司
- 东莞市实力教育咨询有限公司
- 潍坊博海数控技术培训有限公司
- 成都金加成型工程技术咨询有限公司
- 慈溪市学程教育信息咨询有限公司
- 张家港市捷梯职业培训学校
- 东莞盈安教育科技有限公司
- 上海育通教育信息咨询有限公司
- 昆山凯思达培训有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐



¥1000.00

¥5000.00




¥1000.00

¥10.00











