北京ug数控编程培训中心
- 时间:2021-04-29作者:河北德玛科技信息有限公司浏览:110
怎么合理挑选加工刀具?切削用量有几大要素?有几种资料的刀具?怎么确认刀具的转速, 切削速度,切削宽度?

1. 平面铣削时应选用不重磨硬质合金端铣刀或立铣刀。一般铣削时,尽量选用二次走刀加工,**次走刀较好用端铣刀粗铣,沿工件外表接连走刀。每次走刀宽度引荐至为刀具直径的60%--75%。
2. 立铣刀和镶硬质合金刀片的端铣刀首要用于加工凸台、凹槽和箱口面。
3. 球刀、圆刀,(亦称圆鼻刀),常用于加工曲面和变斜角概括外形。而球刀多用于半精加工和精加工。镶硬质合金刀具的圆刀多用于开粗。
河北德玛科技信息有限公司专注于石家庄ug数控编程培训,邢台ug数控编程培训,北京ug培训,石家庄数控编程培训,衡水ug数控编程培训,沧州ug数控编程培,石家庄模具培训,保定ug数控编程培训,邯郸ug数控编程培训等, 欢迎致电 13833466981
词条
词条说明
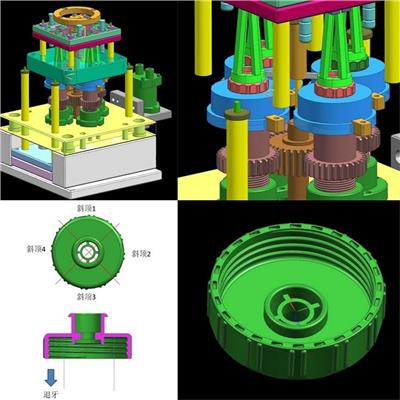
CNC编程就机械加工机器的编程,编程很简单,每条都是一个命令加坐标,但编这个程序不是懂电脑就行,要大量的对机械的工艺认识,例如刀具使用、材料、切屑深度、机器转速、进给量等等,才能编出合理的程序,UG编程是指采用西门子公司研发的专业3D软件NXUG,进行数控机床的数字程序的编制。UG是当前世界较先进、面向先进制造行业、紧密集成的CAID/CAD/CAE/CAM软件系统,提供了从产品设计、分析、仿真、
G94/G95进给速度控制指令(1)G94:确定进给速度的单位为m m/min、inches/min、degrees/min,为模态指令;(2)G95:确定进给速度的单位为mm/r、inches/r,与主轴转速有关,为模态指令;(3)F :确定进给速度值,具体单位由G94/G95确定,为模态指令;九、G41/G42/G40刀具半径补偿指令G40:取消刀具半径补偿;G41:刀具半径补偿被激活,沿切削
数控加工过程当中需要注意的一些事项1、首件检查。首先是操作者本人要检查通过,再去送检。无论是**次加工,还是批量产品的重复加工,都要做到首件检查,不要自己认为没问题就成批加工,自己没有把握的要请别人来帮助检查。互相检查,效果会好一些。2、在加工过程中随时检查刀具是否磨损,如磨损应及时更换、修复;在加工过程中定时检查工装是否松动,如松动应及时调整。3、在加工过程中应随时清理切屑,一方面因为切屑会向机
来自SiemensPLM 的NX使企业能够通过新一代数字化产品开发系统实现向产品全生命周期管理转型的目标。 NX 包含了企业中应用较广泛的集成应用套件,用于产品设计、工程和制造全范围的开发过程。如今制造业所面临的挑战是,通过产品开发的技术创新,在持续的成本缩减以及收入和利润的逐渐增加的要求之间取得平衡。为了真正地支持革新,必须评审更多的可选设计方案,而且在开发过程中必须根据以往经验中所获得的知识更
联系方式 联系我时,请告知来自八方资源网!
公司名: 河北德玛科技信息有限公司
联系人: 李老师
电 话:
手 机: 13833466981
微 信: 13833466981
地 址: 河北石家庄裕华区石家庄裕华区方兴路178号
邮 编:
网 址: sjzcnc.cn.b2b168.com
相关推荐







相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
公司名: 河北德玛科技信息有限公司
联系人: 李老师
手 机: 13833466981
电 话:
地 址: 河北石家庄裕华区石家庄裕华区方兴路178号
邮 编:
网 址: sjzcnc.cn.b2b168.com
- 相关企业
- 湖北欧凡企研教育科技有限公司
- 东莞市酷睿教育科技有限公司
- 东莞市实力教育咨询有限公司
- 潍坊博海数控技术培训有限公司
- 成都金加成型工程技术咨询有限公司
- 慈溪市学程教育信息咨询有限公司
- 张家港市捷梯职业培训学校
- 东莞盈安教育科技有限公司
- 上海育通教育信息咨询有限公司
- 昆山凯思达培训有限公司
- 商家产品系列
- 产品推荐
- 资讯推荐



¥1000.00

¥5000.00




¥1000.00

¥10.00











