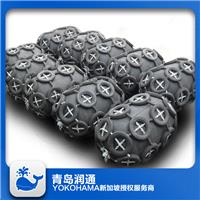
橡胶护舷的种类
- 时间:2018-08-01作者:青岛润通船舶用品有限公司浏览:62
气保护实芯焊丝简明表
牌号 GB标准 AWS标准 焊接电源 主要用途
H08MnSiCuCrNiⅡ DC+ 用于相应强度等级耐候钢结构的焊接,如机车车辆、近海工程、桥梁等结构的焊接。
MG49-1 ER49-1 DC+ 焊接低碳钢及某些低合金钢结构。
MG50-3 ER50-3 ER70S-3 DC+ 1.低碳钢薄板焊接。
2.表面处理较彻底的低碳钢部件焊接。
MG50-4 ER50-4 ER70S-4 DC+ 1.板金薄板焊接。
2.钢管焊接。
MG50-6 ER50-6 ER70S-6 DC+ 1.各种500MPa级结构钢部件焊接。
2.各种500MPa级板材、管材焊接。
MG50-Ti ER50-G ER70S-G DC+ 1.各种500MPa级结构钢部件、厚板、厚管线焊接。
2.各种500MPa级母材的高速焊接。
MG60-G ER60-G ER90S-G 适用于焊接600MPa级高强钢结构,如工程机械、管线、船舶、压力容器等的焊接。
MG60-Mo ER60-G ER90S-G 适用于焊接600MPa级高强钢结构,如工程机械等的焊接。
MG70-G ER70-G ER100S-G 适用于焊接700MPa级高强钢结构,如工程机械、起重机械、桥梁、管线、船舶和压力容器等结构的焊接。
MG80-G ER80-G ER110S-G DC+ 适合于焊接抗拉强度为790MPa级的高强度结构,可用于焊接压力容器、工程机械、起重机械、船舶、矿山机械等重要结构。
TH550-NQ-Ⅱ ER55-G DC+ 用于550MPa抗拉强度等级耐候钢结构的焊接,如机车车辆、近海工程、桥梁等结构的焊接。
气保护实芯焊丝使用说明:
执行GB/T8110-1995标准
CO2气体保护焊是50年代发展起来的一种焊接技术,四十多年来,它已发展成为一种重要的熔化焊接方法,被广泛应用于汽车工业、工程机械制造、船舶制造、冶金设备制造、桥梁、土建工程、石油化工、锅炉压力容器制造、机车车辆等各领域。
目前,CO2气体保护焊丝生产与应用发展迅速,一些工业发达国家已占焊材总量的40-50%,我国已在许多部门得到了普及,并逐渐部分地取代手工焊条电弧焊。其具有以下特点:
1、焊接成本低。
2、生产效率高,耗电少。
3、操作容易,可进行全位置焊接。
4、焊缝含氢量很低,含氮量较少,抗裂性好。
5、焊后变形小。
6、适用范围广,对薄、中、厚板焊接皆适宜。
青岛润通船舶用品有限公司专注于船用护舷,充气护舷,橡胶护舷,船用气囊,船用下水气囊等
词条
词条说明
(1)为使气囊能在恶劣的环境下工作,山东南海气囊有限公司船用橡胶气囊特选用优质天然橡胶做产品主要原料,同时添加齐鲁石化丁橡胶等各种辅料,配方合理,使气囊拥有经久的抗老化能力和耐磨性能。气囊含胶量可达60%以上,橡胶拉伸强度**过18Mpa。 (2)气囊的骨架材料采用的是单根三股的优等锦纶浸胶帘子布,单根断裂强力达320N,从而很大程度提高了产品的性能和使用寿命。 (3)气囊端部采用的抗爆设计新结构
气囊长时间不用时,应洗净晾干,内充、外涂滑石粉,放置在室内干燥、阴凉、通风处。气囊应伸开平放,不得堆放,亦不得在气囊上堆压重物。 存放气囊的地方应远离热源。 气囊不能与酸、碱、油脂和**溶剂接触。
1.打开阀门充气到规定压力,即可关闭阀门。 2.异型芯模应交替充气直到达到规定压力。 在充气时一定要注意千万不可充气过压,橡胶气囊的使用压力如下。 直径 : 80mm 使用压力: 0.12MPa 直径 : 120mm 使用压力: 0.10MPa 直径 : 150mm 使用压力: 0.08MPa 直径 : 200mm 使用压力: 0.07MPa 直径 : 250mm 使用压力: 0.05MPa 直径
船用充气护舷,主要用以减缓船舶与码头或船舶之间在靠岸或系泊过程中的冲击力,防止或消除船舶、码头受损坏。 1、运输 1)船用充气护弦运输方式为汽车运输。 2)护舷在装卸过程中,采取正确的吊装方式,应当保持清洁,不得摔撞,不得以硬物勾、刺、划,护舷放置要稳固。 3)放置好的货物要坤扎结实,确保在整个运输过程中货物不移位、不松动。 4)货物到*场地后,用合适的起重吊装设备卸车,避免发生损坏和碰撞。 2
联系方式 联系我时,请告知来自八方资源网!
公司名: 青岛润通船舶用品有限公司
联系人: 朱冬琴
电 话: 0532-55653888
手 机: 13615199357
微 信: 13615199357
地 址: 山东青岛莱西市烟台路118号
邮 编:
相关推荐







相关阅读
1、本信息由八方资源网用户发布,八方资源网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
- 联系方式
- 相关企业
- 青岛祥瑞胶带有限公司
- 厦门市集鑫美科技有限公司
- 景县开平管业有限公司
- 衡水晨建橡胶制品有限公司
- 青岛京盛交通设施有限公司
- 东莞市泰合科技有限公司
- 开封首控江河水环境科技有限公司
- 三门县睿铭电子商务服务部
- 桂林市晟宇工贸有限公司
- 商家产品系列
- 安全柜
- 安全凸面镜
- 鞍座
- 搬运车
- 起重葫芦
- 起重装卸设备
- 钢丝绳
- 棱镜
- 冷藏货车
- 链条
- 路障
- 轮椅
- 装卸机械
- 自行车
- 自行车轮胎
- 电梯马达
- 电梯配件
- 电子测量仪器
- 堆高车
- 护角
- 滑轮
- 货车
- 货梯
- 升降台
- 绳索
- 输送机
- 输送线
- 集装袋
- 集装箱运输车
- 危险品运输车
- 产品推荐
- 资讯推荐







¥65.00

¥9.00

¥21000.00
¥5.00











